Изобретение относится к сортовой прокатке и может быть реализовано при прокатке двутавровых профилей преимущественно на непрерывных станах, снабженных универсальными четырехвалковыми клетями.
Известен способ прокатки двутавровых профилей на полунепрерывном стане с применением развернутых балочных калибров с изогнутой стенкой и чередованием открытых и закрытых фланцев по клетям, а на предчистовой и отделочной клети применяются косорасположенные калибры (Павлов В.В., Дорофеев В.В., Пятайкин Е.М., Ерастов В.В. Разработка прогрессивных калибровок и технологий прокатки на станах Новокузнецкого металлургического комбината. Новосибирск, Наука, 2006, 224 с., с.87-92). Только в таких двухвалковых калибрах возможно получить профиль без перекоса полок и выполнить требования к радиусам по краю полок всесторонним обжатием полосы.
Недостатком такого способа является возникновение значительных осевых усилий, поскольку осевые силы не уравновешиваются, и как следствие, получение разных толщин полок. К тому же, чередование наклона последовательных калибров делает практически невозможным применение их на непрерывных станах.
Известен также способ прокатки двутавровых профилей на полунепрерывном стане, включающий операции получения фасонной заготовки в балочных калибрах с изогнутой стенкой и чередованием положения открытых и закрытых фланцев с последующим контролем высоты фланцев в предчистовом полузакрытом калибре и окончательным формированием профиля в универсальной клети. С применением 4-валкового универсального калибра получают профиль без перекоса полок (А.С.Рудюк, Ю.Б.Крюков, С.Б.Стрюков. Освоение производства двутавровых профилей для монорельсовых путей. "Сталь", 2007 г., №9, с.51-53).
Недостатком этого способа является то, что в универсальной клети при обжатии уширение полок не контролируется, вследствие чего не контролируется выполнение радиуса по краю полки, а элементы профиля захватываются валками не одновременно, в первую очередь начинают обжиматься полки, из-за чего происходит смещение стенки, не отвечающее требованиям допускаемых отклонений по этому параметру.
Наиболее близким по технической сущности и поставленной задаче является способ прокатки двутавровых профилей на полностью непрерывном стане, который включает последовательную деформацию заготовки в горизонтальных черновых балочных калибрах, в универсальных балочных калибрах и в горизонтальных вспомогательных калибрах (SU №1002055, В21В 1/08, 1983 г.).
Недостатком этого способа является то, что при обжатии в универсальных балочных калибрах полки свободно уширяются, вследствие чего не обеспечивается контролируемая проработка ее края, также не обеспечивается одновременный захват стенки и полок, в первую очередь начинают обжиматься полки, затем стенка. В таких условиях происходит неконтролируемое смещение стенки, не отвечающее требованиям на допускаемое смещение стенки относительно полки.
Задача, решаемая изобретением, состоит в возможности получения двутаврового профиля преимущественно для монорельсовых дорог, соответствующего условиям эксплуатации за счет уменьшения предельных отклонений по перекосу полок, смещению стенки относительно полки и выполнения необходимой геометрии краев полок.
Поставленная задача достигается тем, что в способе прокатки двутавров преимущественно для монорельсовых дорог, включающем деформацию заготовки в горизонтальных черновых балочных калибрах, в универсальных балочных калибрах и в горизонтальных вспомогательных калибрах, согласно изобретению обжатие полок в предчистовом горизонтальном вспомогательном калибре производят со стесненным уширением по краю, а в чистовом универсальном балочном калибре осуществляют совместное обжатие стенки и полок по толщине, а также полок по высоте горизонтальными валками со ступенчатым профилем, при этом выдерживают коэффициенты деформации по внутренней грани полки и его основанию больше, чем по наружной грани полки и ее краю.
Технический эффект, получаемый от использования изобретения, заключается в том, что обжатие полок в предчистовом горизонтальном вспомогательном калибре производят со стесненным уширением по краю для выдерживания его стабильной толщины по всей длине полосы и подготовки к дальнейшему контролируемому процессу всестороннего обжатия полок при прокатке в чистовом универсальном балочном калибре без выдавливания металла в зазор.
В чистовом универсальном балочном калибре осуществляют совместное обжатие стенки и полок по толщине, а также полок по высоте горизонтальными валками со ступенчатым профилем, тем самым исключают перекос полок, смещение стенки относительно полки и выполняют необходимую геометрию краев полок.
Коэффициенты деформации выдерживают по внутренней грани полки и ее основанию больше, чем по наружной грани полки и ее краю, потому что это дает возможность исключить выдавливание металла в зазор при лучшей проработке края полки с оформлением ее внутреннего радиуса в готовом профиле.
Предлагаемый способ прокатки двутавров поясняется схемами (фиг.1, фиг.2, фиг.3).
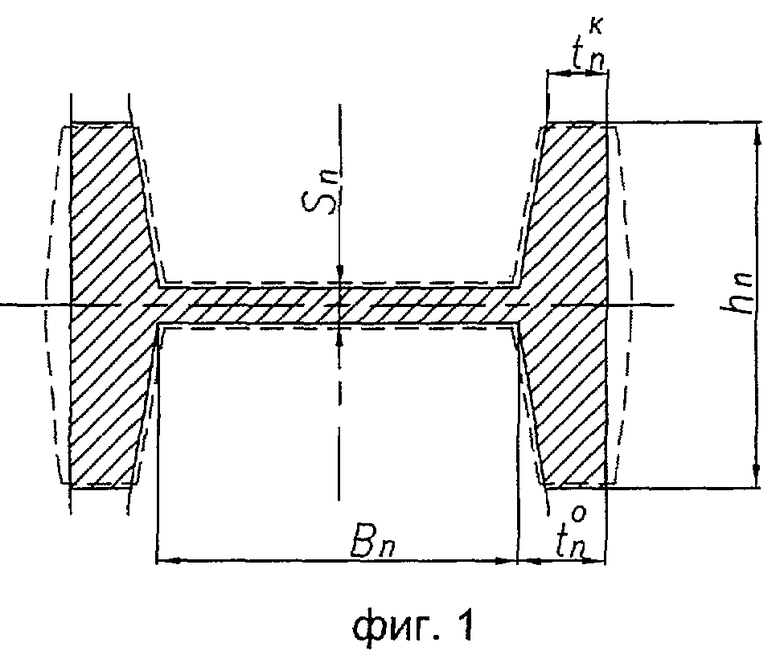
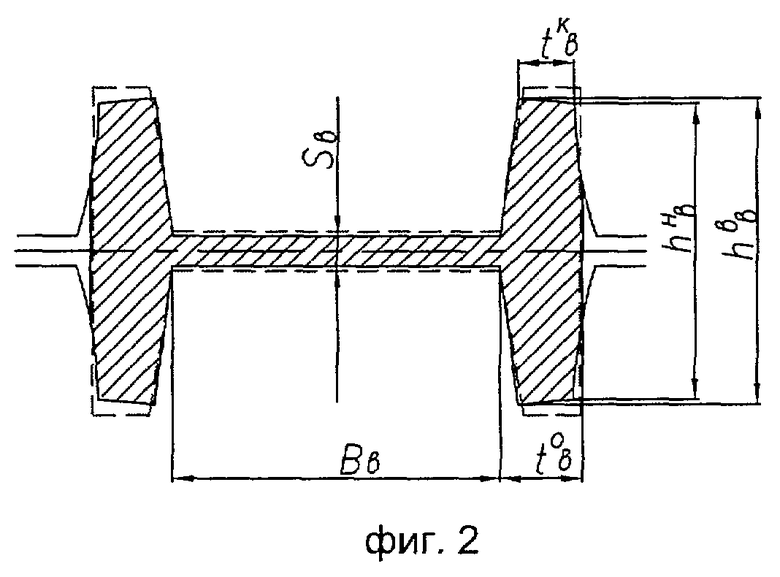
На фиг.1 показан симметричный двутавровый подкат, получаемый в универсальном балочном калибре, на фиг.2 показано получение полосы в предчистовом горизонтальном вспомогательном калибре, и на фиг.3 показано получение готового двутаврового профиля в чистовом универсальном балочном калибре, где пунктирными линиями показаны контуры задаваемой в калибр полосы.
Двутавровый профиль преимущественно для монорельсовых дорог получают способом прокатки в предчистовом горизонтальном вспомогательном и чистовом универсальном балочном калибрах из сформированного на предшествующих этапах симметричного двутаврового подката формой, максимально приближенной к готовому профилю. Толщина по краю полки подката tk п должна иметь размеры, позволяющие при высотном обжатии в предчистовом горизонтальном вспомогательном калибре по краям иметь стеснение, не приводящее к защемлению и отрыву полки.
Далее формирование профиля происходит в предчистовом горизонтальном вспомогательном калибре с незначительным обжатием стенки Sв по толщине и увеличением ее ширины по внутренней части Вв. Совместно с такой деформацией стенки производится высотное обжатие полок с формированием от наружной к внутренней грани повышения hв в>hн в (где hв в, hн в - соответственно высота полки по внутренней грани и по наружной), причем по краю полок со стесненным уширением. Эта операция подготавливает подкат для контролируемого процесса всестороннего обжатия при прокатке в чистовом универсальном балочном калибре для получения готового профиля.
В чистовом универсальном балочном калибре при формировании профиля для достижения минимального смещения стенки относительно полки, которое образуется в случае неодновременного захвата элементов профиля валками и от свободного уширения полок, а также для выполнения требуемой геометрии краев полок необходимо, чтобы осуществлялось совместное обжатие стенки и полок по толщине, а также полок по высоте горизонтальными валками со ступенчатым профилем, при этом следует коэффициент деформации по внутренней грани полки выдерживать больше, чем по наружной грани, ηhy в>ηhy н=hв в/hy>hн в/hy (где hн в, hв в, hy - соответственно высота полки по наружной грани, по внутренней грани предчистового горизонтального вспомогательного калибра и чистового универсального балочного калибра), а при обжатии полок по толщине вертикальными гранями горизонтальных валков и вертикальными валками обжатие производить преимущественно в ее основании (ηty о=to в/to y) с постепенным уменьшением коэффициента деформации (ηty к=tк в/tк y) к краю полки 0,96…1,0≤ηty к<ηty о (где to в, to y - соответственно толщина основания полки профиля предчистового горизонтального и чистового универсального балочного калибров, a tк в, tк y - соответственно толщина края полки профиля предчистового горизонтального вспомогательного и чистового универсального балочного калибров). Обжатие по стенке должно быть равным или меньшим на 1-2% от среднего обжатия толщины полки. При ширине стенки по внутренней части в интервале By=(1,004-1,007)Вв (где By, Bв - соответственно ширина стенки по внутренней части чистового универсального балочного и предчистового горизонтального вспомогательного калибров) обеспечивается плотное прилегание полосы внутренними гранями полок к валкам, что создаст дополнительные условия для лучшего оформления в готовом профиле внутреннего радиуса по краю полки и для исключения выдавливания металла в зазор.
Новый технический результат заключается в том, что применение универсального балочного калибра с горизонтальными ступенчатыми валками приводит к получению требуемых размеров двутаврового профиля, преимущественно для монорельсовых дорог, который соответствует условиям эксплуатации.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и заключающиеся в возможности получения нового прокатываемого двутаврового профиля преимущественно для монорельсовых дорог с соответствующими условиям эксплуатации повышенными требованиями к перекосу полок, смещению стенки относительно полки и выполнению необходимой геометрии краев полок.
Это свидетельствует о соответствии предложенного технического решения критерию изобретения «новизна».
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены, поэтому они обеспечивают заявляемому техническому решению соответствие критерию «изобретательский уровень».
Пример реализации
Предложенный способ прокатки был опробован при прокатке двутавра для монорельсовых дорог ДП155 на непрерывном среднесортном стане «450», оборудованном универсальными клетями.
Способ прокатки осуществляли следующим образом.
Исходную заготовку из марки стали 3Гпс или 09Г2С с температурой 1130-1180°С и размерами 200×150 мм деформировали в горизонтальных черновых балочных калибрах.
Сформированный на предшествующих этапах симметричный двутавровый подкат задавали в чистовой универсальный балочный калибр, в котором он приобретал форму, максимально приближенную к готовому профилю. Толщину полки по краю выпускаемого подката с учетом свободного уширения выдерживали в интервале tk п=(1,0-1,02)tk в (где tk в - толщина по краю полки подката, получаемого в предчистовом горизонтальном вспомогательном калибре), позволяющем при высотном обжатии в предчистовом горизонтальном вспомогательном калибре, по краям иметь стеснение, не приводящее к защемлению и отрыву полки.
В предчистовом горизонтальном вспомогательном калибре коэффициент деформации по стенке выдерживали ηsв=Sп/Sв=1,03 с увеличением ее ширины по внутренней части Вв=1,01Вп. Обжатие полки производили со стесненным уширением по ее краю, с выполнением от наружной к внутренней грани повышения hв в=1,035hн в.
При всестороннем обжатии профиля в чистовом универсальном балочном калибре высотное обжатие, осуществляемое горизонтальными валками со ступенчатым профилем, выдерживали с коэффициентами деформации по внутренней грани ηhу в=hв в/hy=1,06, по наружной грани полок ηhу н=hн в/hy на 3,5% меньше, чем по внутренней, а коэффициент деформации по толщине полки в основании составлял ηtу o=to в/tо y=1,12 с постепенным его уменьшением к краю полки до ηty k=tк в/tк y=0,98. Коэффициент деформации стенки составлял ηsy=Sв/Sy=1,05 с увеличением ее ширины по внутренней части By=1,005 Вв.
Во время прокатки регистрировали температурные и энергосиловые параметры. Скорость прокатки составляла 5,88 м/сек. Замер энергосиловых параметров показал, что загрузка главных приводов по току не превысила номинальную (3,6 кА) и достигла 70% от номинала в черновой группе и 56% в чистовой группе клетей.
Прокатка проходила устойчиво, без ударов, скручивания раскатов вокруг продольной оси и повреждений валковой арматуры, что свидетельствует о правильном выборе схемы и рациональном распределении обжатий.
Все контролируемые параметры профиля не выходили за пределы поля допусков. Максимальное значение смещения полки относительно стенки достигало 0,6 мм, что составило 50% использования поля допуска.
При освоении прокатки монорельса особое внимание обращали на то, чтобы получить прямолинейные наружные грани полок, требуемые толщины полок и стенки и нужную высоту полок. Предложенная схема прокатки с применением специального универсального чистового балочного калибра с горизонтальным валком со ступенчатым профилем эффективна с точки зрения стабильности процесса, обеспечения требуемых размеров профиля.
Предлагаемый способ прокатки позволит получить двутавровый профиль преимущественно для монорельсовых дорог за счет уменьшения предельных отклонений по перекосу полок, смещению стенки относительно полки и выполнить необходимую геометрию краев полок. Способ может быть использован при освоении аналогичных профилей на других станах, имеющих универсальные клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| Способ прокатки двутавровых профилей | 1981 |
|
SU1002055A1 |
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| Способ прокатки двутавров с волнистой стенкой | 1989 |
|
SU1676691A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| Способ производства двутавровых балок | 1979 |
|
SU884749A1 |
| Способ прокатки двутавровыхбАлОК | 1979 |
|
SU816583A1 |

Изобретение предназначено для увеличения точности размеров двутаврового профиля преимущественно для монорельсовых дорог, соответствующих условиям эксплуатации. Способ включает деформацию заготовки в горизонтальных черновых балочных калибрах, в универсальных балочных калибрах и в горизонтальных вспомогательных калибрах. Исключение неконтролируемой проработки края полок, неконтролируемого смещения стенки, вызываемого неодновременностью захвата валками стенки и полок, обеспечивается за счет того, что обжатие полок в предчистовом горизонтальном вспомогательном калибре производят со стесненным уширением по краю, в чистовом универсальном балочном калибре осуществляют совместное обжатие стенки и полок по толщине, а также полок по высоте горизонтальными валками со ступенчатым профилем, при этом выдерживают коэффициенты деформации по внутренней грани полки и его основанию больше, чем по наружной грани полки и ее краю. 3 ил.
Способ прокатки двутавров, преимущественно для монорельсовых дорог, включающий деформацию заготовки в горизонтальных черновых балочных калибрах, в универсальных балочных калибрах и в горизонтальных вспомогательных калибрах, отличающийся тем, что в предчистовом горизонтальном вспомогательном калибре обжатие производят со стесненным уширением по краю полок, а в чистовом универсальном балочном калибре осуществляют совместное обжатие стенки и полок по толщине, а также полок по высоте горизонтальными валками со ступенчатым профилем, с коэффициентами деформации по внутренней грани полки и ее основанию, большими чем по наружной грани полки и ее краю.
| Способ прокатки двутавровых профилей | 1981 |
|
SU1002055A1 |
| Способ изготовления двутавров | 1982 |
|
SU1045961A1 |
| МНОГОФУНКЦИОНАЛЬНАЯ КЛЕТЬ ПРОКАТНОГО СТАНА ДЛЯ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ И СПОСОБ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ С ПОМОЩЬЮ МНОГОФУНКЦИОНАЛЬНОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189286C2 |
| JP 4251603 A, 08.09.1992. | |||

