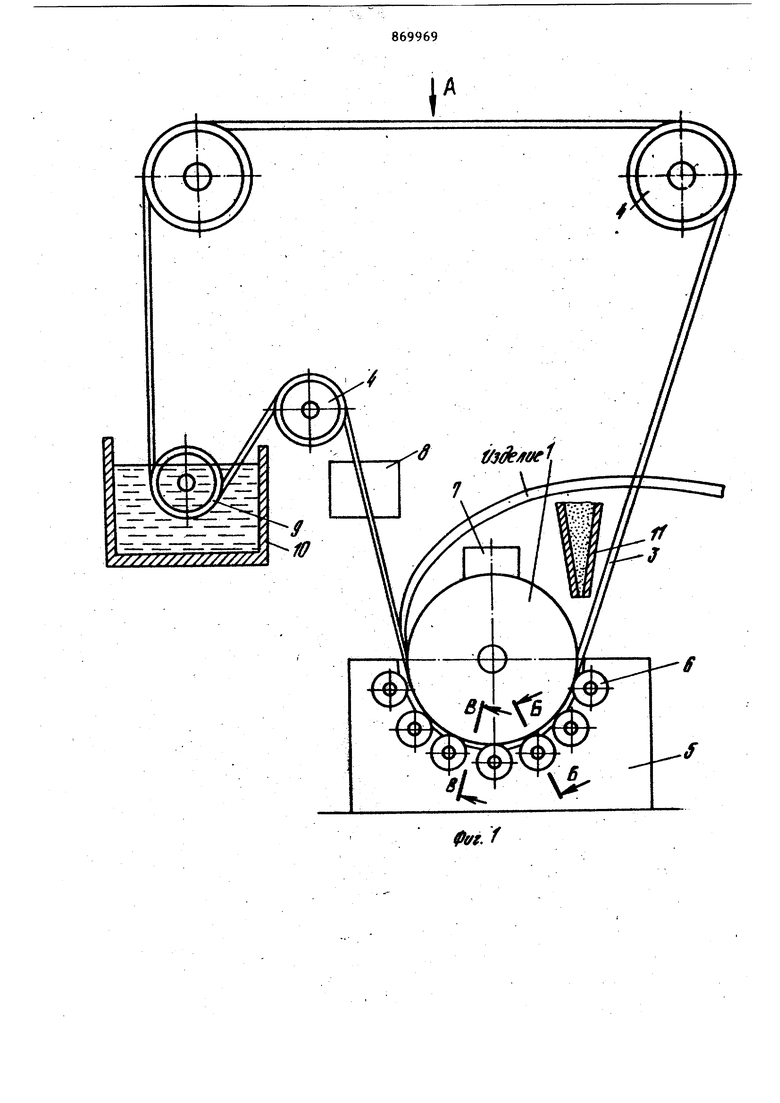
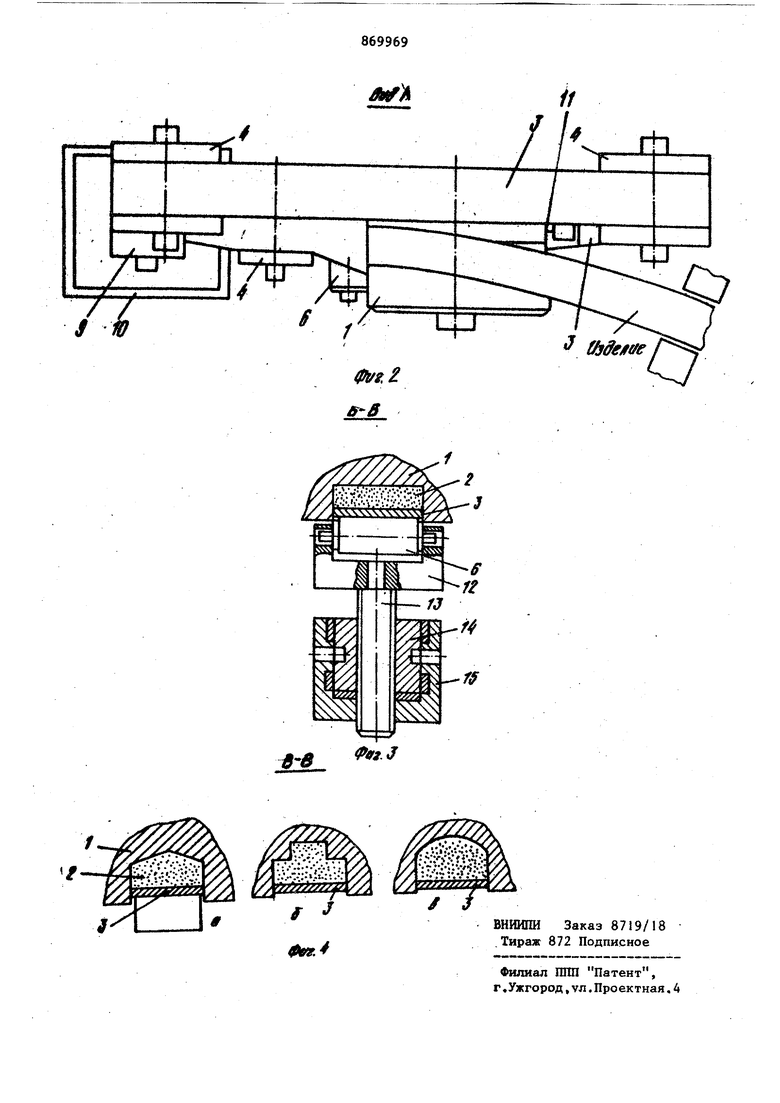
(54)УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА Изобретение относится к области. порошковой металлургии, в частности к устройствам для непрерывного прессования металлического порошка. Известно устройство для непрерывного прессования порошка, включающее уплотняющий орган, вьтолненный в виде бойков криволинейного профиля, и формирующий орган, вьтолненный в виде экструзионной насадки и пуансона,связанного с прИвбдом р . К недостаткам данного устройства относится низкая стойкость уплотняющего и формирующего органов при прессовании нагретых порошков. Решением, наиболее близким предло женному по технической сущности и достигаемому зффекту, является устройство для непрерьшного прессования металлического порошка, включающее бункер с проводкой для подачи порошка и формообразующий элемент, вьтолнен ный в виде непрерывных лент и опорных валков 2 I. К недостаткам данного устройства относятся низкая плотность спрессованного материала и низкая надёжность работы устройства, поскольку ленточный орган предварительного спрессования не может обеспечить получения высоких удельных давлений, прессования и получения компактных изделий. Целью изобретения является повипение плотности спрессованного порошка I и увеличение надежности работы устройства.Указанная цель достигается тем, что в устройстве для непрерывного :прессования металлического порошка, включакидем бункер с проводкой для подачи порошка и формообразующий злемент, выполненный в виде непрерывных лент и опорных валков, формообразующий злемент снабжен приводным барабаном, выполненным, по меньшей мере, с одной профильной канавкой, на рабочей поверхности, валки снабжены механизмом прижима, проводка бункера установлена между барабаном и лентой, и пос ледняя размещена в канавке барабана. На фиг. I «оказана схема предложенного устройства; на фиг, 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. ; на фиг. 4(а,б,в)сечение на фиг. 1(варианты формы спрессованных изделий).. Устройство для непрерывного пресс вания порошков приводной барабан I на цилиндрической рабочей поверхности которого выполнена по меньшей мере одна профильная канавка 2, непрерывную стальную ленту 3, охватьгоающую барабан , ролики 4 стан ну 5, опорные валки 6, установленные на станине с возможностью регулирования межосевого расстояний, механизм 7 и 8 для очистки ленты, при-способления 9 и 10 для промыёки ленты, бункер с проводкой II для подачи порошков, механизм прижима валков, состоящий из опоры 12, винта 13, гай ки 14, установленной с возможностью вращения в корпусе 15, закрепленном на станине Барабан с профильной кан кой, ленты и опорные валки составляют формообразующий элемент. Предложенное устройство работает следующим образом. Предварительно полученный, например, распылением расплавленного мета ла, нагретый порошок подают в проводку 15, откуда он поступает в полость мевду поверхностью канавки и н прерыв|)ой лентой. При вращении барабана (по часовой стрелке на фиг.) осуществляется непрерывный захват по рошка и его уплотнение формо.образующим элементом. Плотность спрессованного материала увеличивают путем уменьшения расстояния между центрами опорных валков и барабана при помощи механизма прижима валков, в час ности, вращением гайки А. 94 Спрессованное изделие после выхода из формообразующего элемента отводится для последующего передела, например резки, а непрерывная лента после очистки и промывки Снова поступает в зону деформации порошка. По одному из вариантов выполнения яредложенного устройства формообразующий элемент может содержать дополнительную непрерывную ленту, причем уплотнение порошка, в этом случае роисходит в зоне деформации между осовной и дополнительной лентами,. Таким образом, применение предложенного устройства позволяет увеличить. пло.тность спрессованного материала и повысить надежность и долговечность j)a6oT| i оборудования. Формула изобретения Устройство для непрерьшного прессования металлического порошка, включающее бункер с проводкой для подачи порошка и формообразующий элемент,выполненный в виде непрерывных лент и опорных валков, отличающееся тем,, что, с целью повьш1ения плотности спрессованного порошка и увеличения надежности работы устройства, формообразующий элемент снабжен приводным барабаном, вьтолненным, по меньшей мере, с одной профильной канавкой на рабочей поверхности, валки снабжень механизмом прижима,дроводка бункера установлена между барабаном и лентой, и последняя размерена в канавке барабана. Источники информации, принятые во внимание при экспертизе 1.Патент США 3824097, кл. 75-226, 1972. 2.Патент ФРГ 1583741, кл. 31 , 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного прес-СОВАНия издЕлий из пОРОшКА | 1979 |
|
SU839691A1 |
| Устройство для непрерывного формования изделий из порошка | 1980 |
|
SU956149A1 |
| Устройство для агрегирования стекольной шихты | 1982 |
|
SU1039901A1 |
| Устройство для прессования порошков | 1982 |
|
SU1097450A1 |
| Способ непрерывного изготовления прессованных профильных материалов и устройство для его осуществления | 1981 |
|
SU1098517A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКООТВОДОВ ДЛЯ СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ | 2004 |
|
RU2273545C2 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПОРОШКОВ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ В ДЛИННОМЕРНЫЕ БРИКЕТЫ | 2007 |
|
RU2347646C1 |
| АВТОМАТ ДЛЯ ПРОИЗВОДСТВА ПЕЛЬМЕНЕЙ | 2008 |
|
RU2379894C1 |
| Устройство для гранулирования | 2021 |
|
RU2771196C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2037402C1 |