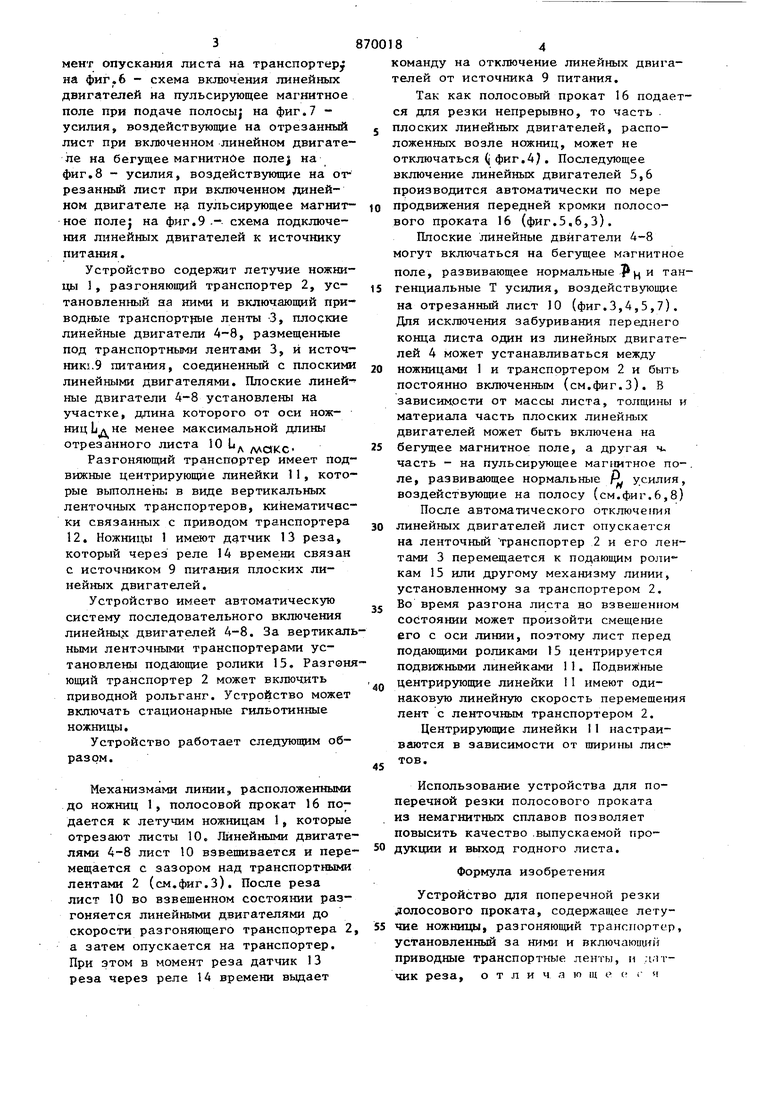
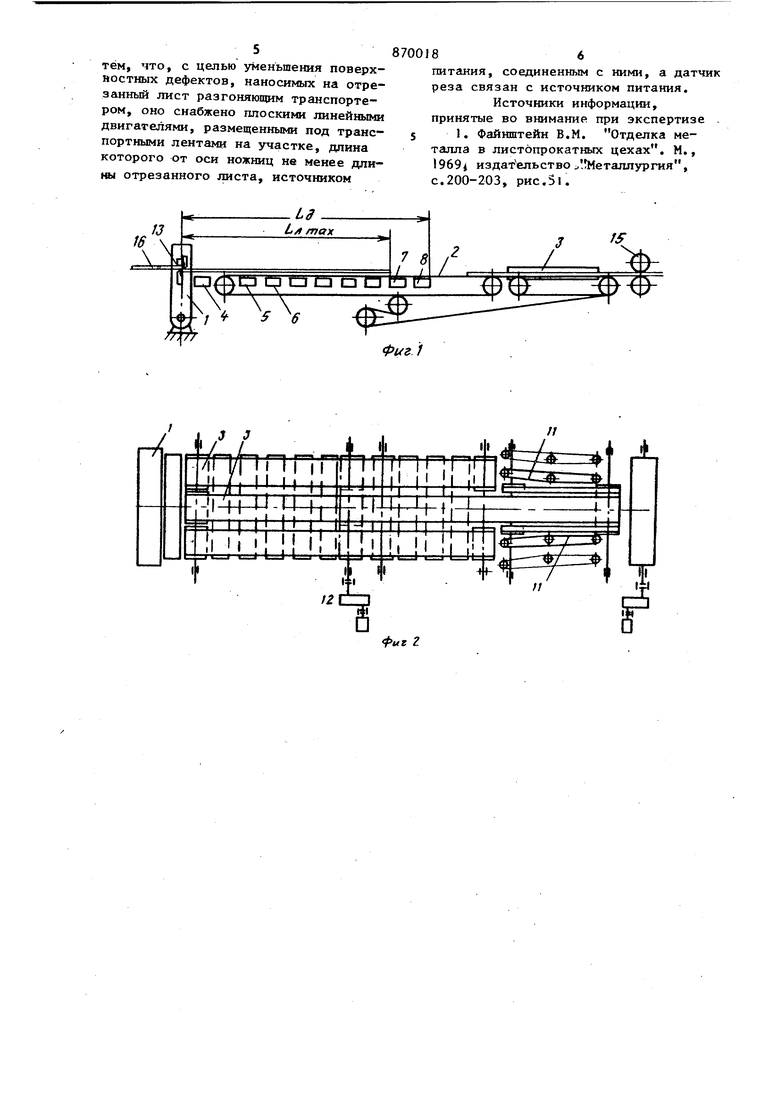
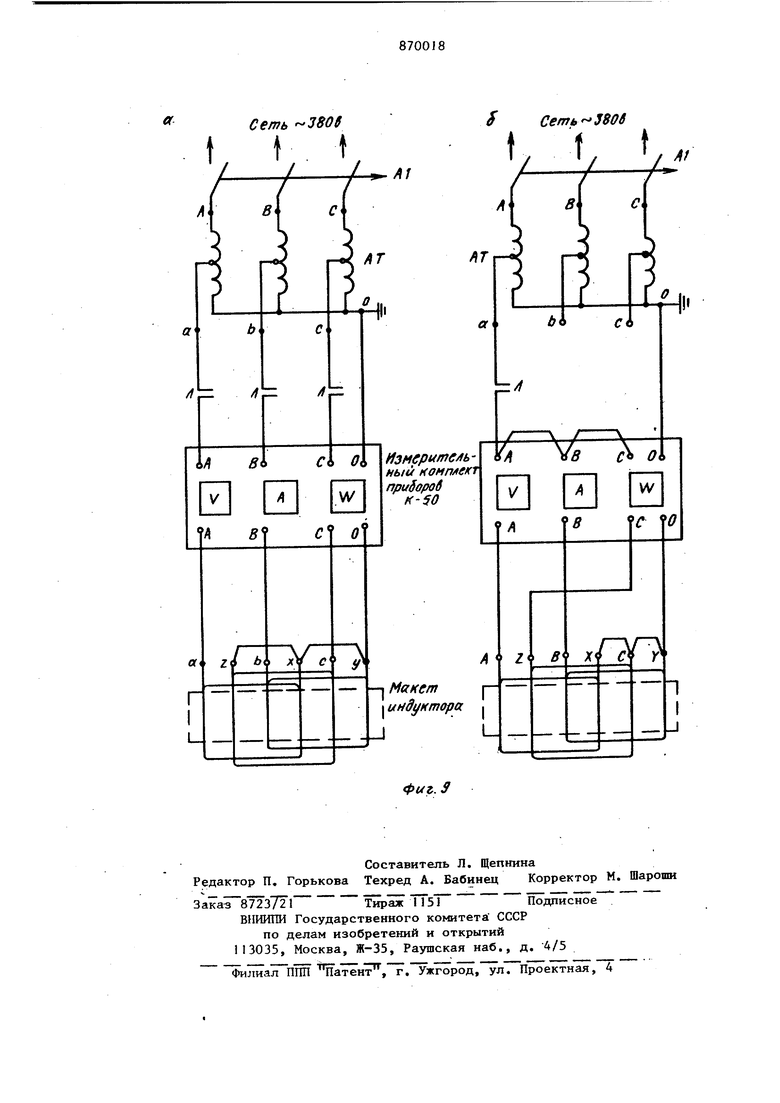
Изобретение относится к обработке металлов давлением, в частности к оборудованию для резки, и может быть использовано в линиях поперечной рез ки полос из немагнитных электропроводных сплавов. Известно устройство для поперечной резки полосового проката, содержащее летучие ножницы, разгоняю-, щий транспортер, установленный аа ними и включающий приводные транспор ные ленты, и датчик реза f1J. Недостаток такого устройства состоит в том, что при обработке полосового проката с высокими требованиями к качеству поверхности, разгоняющие транспортеры наносят дефекты (натиры, царапины и др.) на поверхность отрезанных листов из-за разности скоростей летучих ножниц и транспортера Целью изобретения является уменьшение поверхностных дефектов, наносимых на отрезанный лист разгоняющим транспортером при его транспортировке от летучих ножниц со скоростью, превьшающей скорость подачи полосы на резку. Указанная цель достигается тем, что устройство снабжено плоскими линейными двигателями, раз1аещенными под транспортными лентами на участке, длина которого от оси ножниц не менее длины отрезанного листа, и источником питания, соединенным с нийи, а датчик реза связан с источником питания. На фиг.1 показан общий вид устройства для поперечной резки полосового проката; на фиг.2 - то же, общий вид устройства в планер на фиг.3 - схема включения линейных двигателей на бегущее магнитное поле при транспортировке отрезанного листа и подаче переднего конца полосы; на фиг.4 схема включения линейных двигателей на бегущее магнитное поле в момент отрезания листаj на фиг,5 - схема отключения линейных двигателей в мо- мент опускания листа на транспортеру на фиг.6 - схема включения линейных двигателей на пульсирующее магнитное поле при подаче полосы} на фиг.7 усилия, воздействующие на отрезанный лист при включенном линейном двигателе на бегущее магнитное поле) на фиг.8 - усилия, воздействующие на от резанный лист при включенном линейном двигателе н пульсирующее магнитное поле} на фиг,9 .- схема подключения линейных двигателей к источнику питания. Устройство содержит летучие ножницы , разгоняющий транспортер 2, установленный аа ними и включающий приводные транспортрые ленты 3, плоские линейные двигатели 4-8, размещенные под транспортными лентами 3, и источник.9 питания, соединенный с плоскими линейными двигателями. Плоские линей ные двигатели 4-8 установлены на участке, длина которого от оси ножниц L л не менее максимальной длины отрезанного листа 10 Ьд Разгоняющий транспортер имеет подвижные центрирующие линейки 11, которые вьшолнень: в виде вертикальных ленточных транспортеров, кинематически связанных с приводом транспортера 12. Ножницы 1 имеют датчик 13 реза, который через реле 14 времени связан с источником 9 питания плоских линейных двигателей. Устройство имеет автоматическую систему последовательного включения линейны с двигателей 4-8, За вертикаль ными ленточными транспортерами установлены подающие ролики 15. Разгоня ющий транспортер 2 может включить приводной рольганг. Устройство может включать стационарные гильотинные ножницы, Устройство работает следующим образом. Механизмами линии, расположенными до ножниц 1, полосовой прокат 16 подается к летучим ножницам 1, которые отрезают листы 10, Линейными двигателями 4-8 лист 10 взвешивается и перемещается с зазором над транспортными лентами 2 (см.фиг,3). После реза лист 10 во взвешенном состоянии разгоняется линейными двигателями до скорости разгоняющего транспортера 2 а затем опускается на транспортер. При этом в момент реза датчик 13 реза через реле 14 времени выдает 84 оманду на отключение линейных двигателей от источника 9 питания. Так как полосовый прокат 16 подается для резки непрерывно, то часть . плоских линейных двигателей, расположенных возле ножниц, может не отключаться (j фиг.4, Последующее вкхпочение линейных двигателей 5,6 производится автоматически по мере продвижения передней кромки полосового проката 16 (фиг,5.6,3). Плоские линейные двигатели 4-8 могут включаться на бегущее магнитное поле, развивающее нормальные Iц и тангенциальные Т усилия, воздействующие на отрезанный лист 10 (фиг,3,4,5,7). Дпя исключения забуривания переднего конца листа один из линейных двигателей 4 может устанавливаться между ножницами 1 и транспортером 2 и быть постоянно включенным (см,фиг,3), В зависиности от массы листа, толщины и материала часть плоских линейных двигателей может быть включена на бегущее магнитное поле, а другая ч. часть - на пульсирующее маг 1итное по-. ле, развивающее нормальные И. усилия, воздействующие на полосу (см,фиг.6,8) После автоматического отключения линейных двигателей лист опускается на ленточный транспортер 2 и его лентами 3 перемещается к подающим роликам 15 или другому механизму линии, установленному за транспортером 2, Во время разгона листа но взвешенном состоянии может произойти смещение его с оси линии, поэтому лист перед подающими роликами 15 центрируется подвижными линейками 11, Подвижные центрирующие линейки 11 имеют одинаковую линейную скорость перемещения лент с ленточным транспортером 2, Центрирующие линейки 11 настраиваются в зависимости от ширины . Использование устройства для поперечной резки полосового проката из немагнитных сплавов позволяет повысить качество .выпускаемой продукции и выход годного листа, Формула изобретения Устройство для поперечной резки полосового проката, содержащее летучие ножницы, разгоняющий трансггортер, установленный за ними и включающий приводные транспортные ленты, и .чатчик реза, отличают е с с- я
тем, что, с целью уменьшения поверхностных дефектов, наносимых на отрезанный лист разгоняющим транспортером, оно снабжено плоскими линейными двигателями, размещенными под транспортными лентами на участке, дпина которого от оси ножниц не менее длины отрезанного листа, источником
8700186
питания, соединенным с ними, а датчик реза связан с источником питания.
Источники информации, принятые во внимание при экспертизе 5 1. Файнштейн В.М. Отделка металла в листопрокатных цехах. М., 1969 издательство .Металлургия, с.200-203, рис.31.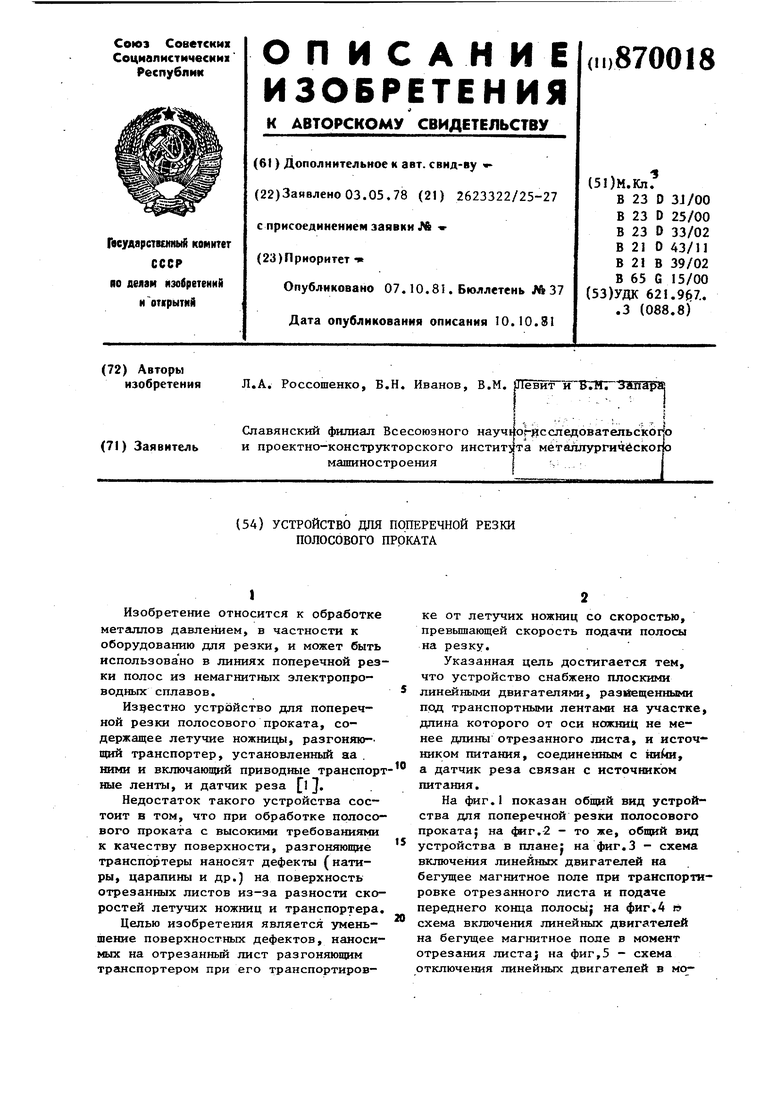
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ПОЛОСЫ ПО ОСИ АГРЕГАТА | 2010 |
|
RU2423198C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Стабилизатор петли полосы | 1974 |
|
SU478692A1 |
| Установка для резки листового проката | 1985 |
|
SU1355386A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Установка для резки полосового проката | 1981 |
|
SU1006105A1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ УСТАНОВКИ БАРАБАННЫХ ЛЕТУЧИХ НОЖНИЦ С ЭЛЕКТРИЧЕСКОЙ СВЯЗЬЮ ТРАНСПОРТИРУЮЩЕГО И РЕЖУЩЕГО УСТРОЙСТВ ПРИ МЕРНОЙ РЕЗКЕ ПОЛОСОВОГО ПРОКАТА | 2001 |
|
RU2259905C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
yL I I II -1 j.1 ,1 .1 I ,4-fr t I I . II Ii II Ii i; I ;i ii 11 h h-ч-H- II Ф I ii i i i i I i I I
Фиг. 7
фиг S
Сеть
. ,
5
b
S Сеть
. Л t
А1
а
