Изобретение относится к электротехнике и касается производства свинцовых аккумуляторов.
Известна литьевая машина для переработки полимеров, принятая за прототип, содержащая литьевую форму, выполненную из двух полуформ, инжектор, механизм поджатия литьевой формы, механизм пластикации и инжекции расплавленного материала, механизм замыкания литьевой формы (авт.св. SU №1030186).
Недостатком такой машины является то, что полуформа, размещенная со стороны инжектора, состоит из двух частей, смыкающихся по горизонтальной плоскости, а по вертикальной плоскости она сопрягается с инжектором кронштейна и смыкается с ним при поджатии гидроцилиндром. Технологические свойства такой литьевой формы ограничены, она не может быть применена для герметизации межэлементных соединений свинцовых аккумуляторов, так как действие механизма поджатия приведет к деформации или поломке межэлементного соединения. Заявляемое изобретение направлено на расширение технологических свойств литьевой формы, обеспечивающей герметизацию межэлементных соединений в свинцовом аккумуляторе.
Указанный технический результат достигается тем, что в устройстве для герметизации межэлементных соединений свинцового аккумулятора, содержащем литьевые формы с механизмом замыкания, механизм пластикации и инжекции с втулкой инжекции, литьевые формы выполнены в виде двух полуформ с возможностью возвратно-поступательного перемещения, торцевые поверхности которых выполнены в виде замкнутого контура с возможностью смыкания с поверхностью втулки инжекции и поверхностями межэлементных соединений.
Новым в заявленном техническом решении является то, что каждая литьевая форма выполнена в виде двух полуформ с возможностью возвратно-поступательного перемещения, торцевые поверхности которых выполнены в виде замкнутого контура с возможностью смыкания с поверхностью втулки инжекции и поверхностями межэлементных соединений свинцового аккумулятора.
Выполнение литьевой формы в виде двух полуформ, выполненных с возможностью возвратно-поступательного перемещения, обеспечивает плотное прилегание поверхностей смыкания с необходимым усилием. Выполнение торцевых поверхностей полуформ в виде замкнутого контура с возможностью смыкания с поверхностью втулки инжекции и поверхностями межэлементных соединений позволяет создать замкнутый герметичный объем литейной формы.
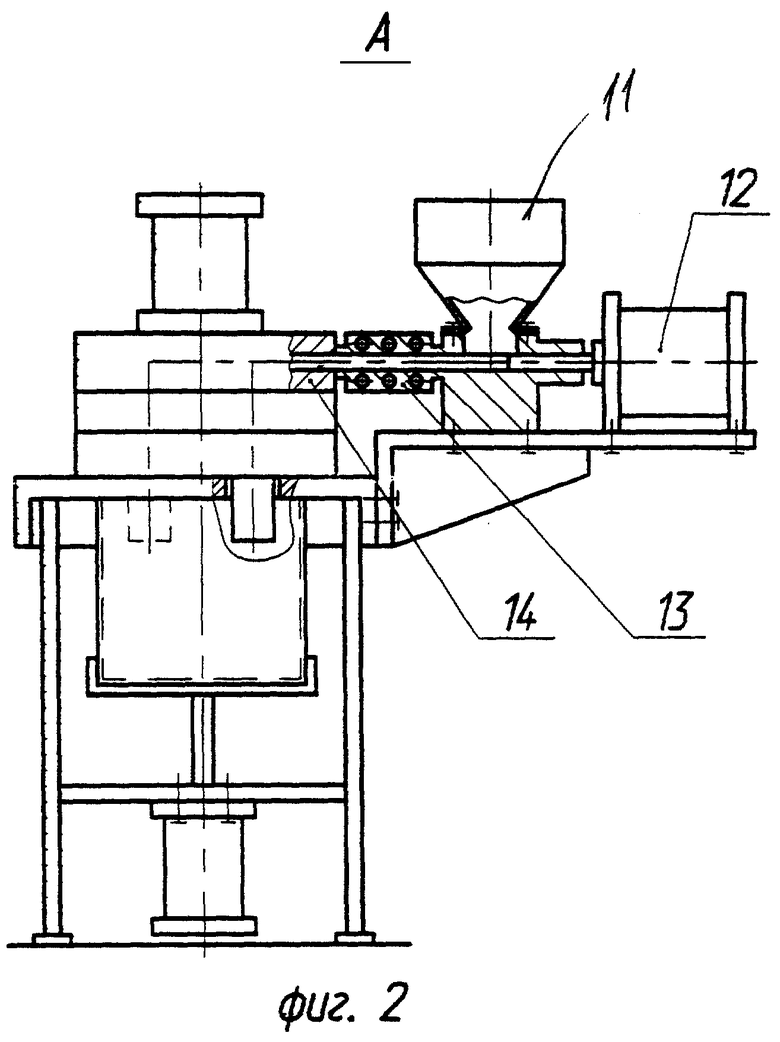
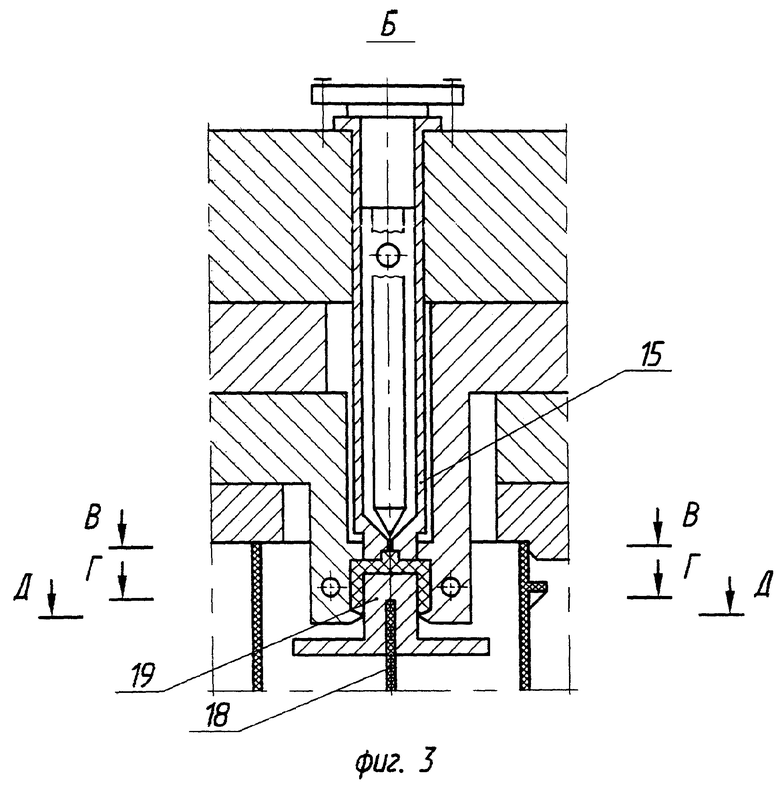
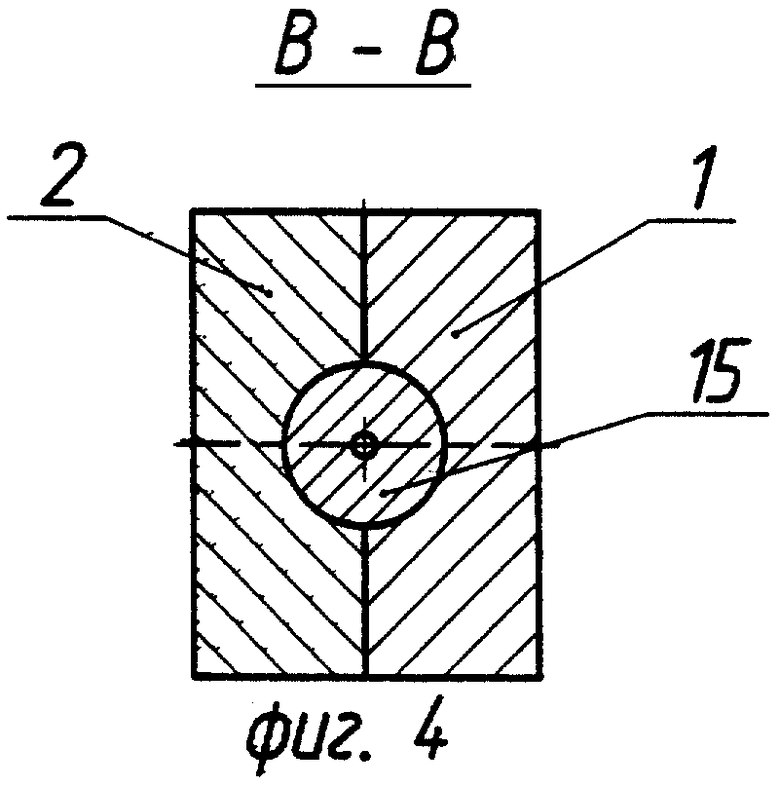
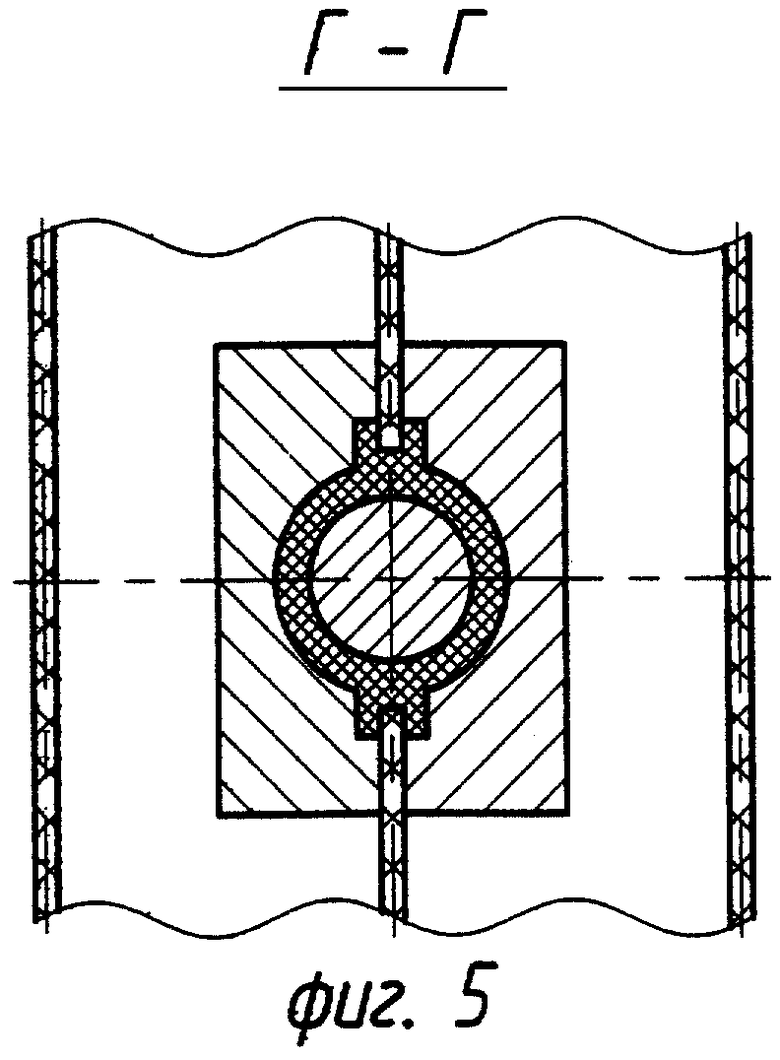
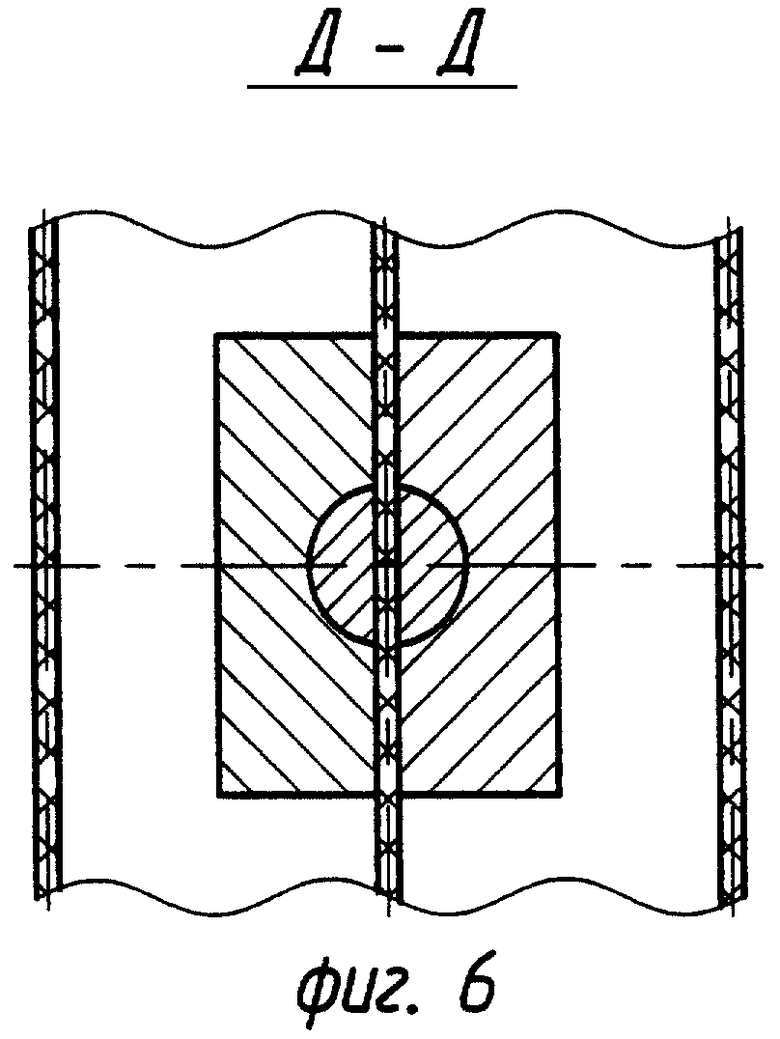
Изобретение поясняется чертежами, где на фиг.1 изображен общий вид установки герметизации, на фиг.2 - вид А на фиг.1, на фиг.3 - сечение Б-Б на фиг.1 (разрез по инжекционной втулке), на фиг.4 - сечение В-В на фиг.3 (сечение между втулкой и полуформами в замкнутом состоянии), на фиг.5 - сечение Г-Г на фиг.3 (сечение между полуформами и межэлементными соединениями), на фиг.6 - сечение Д-Д на фиг.3 (сечение между полуформами и межэлементными соединениями).
Устройство для герметизации межэлементных соединений свинцового аккумулятора содержит подвижные полуформы 1 и 2, кинематически связанные с механизмом замыкания, содержащего пневмоцилиндр 3, ползуны 4, рычажные механизмы 5 и тяговую плиту 6. Полуформы 1 и 2 соединены с опорной плитой 7, расположенной на основании 8, содержащей подъемный стол 9 и пневмоцилиндр 10. Опорная плита 7 соединена с механизмом пластикации и инжекции, содержащим бункер 11, пневмоцилиндр 12, плиту пластикации 13, коллектор 14, соединенный с втулкой инжекции 15, оканчивающейся снизу цилиндрической поверхностью. Коллектор 14 жестко соединен с опорной плитой 7 через распорные втулки 16 и оси 17. Замкнутая торцевая поверхность смыкания каждой полуформы выполнена идентично поверхностям втулки инжекции и межэлементного соединения, включающего перегородку 18 с вырезом и свинцовое соединение 19 аккумулятора.
Устройство работает следующим образом. Герметизирующий материал засыпается в бункер 11, затем поступает в плиту пластикации 13, в которой он плавится и пневмоцилиндром 12 заданный объем материала подается в коллектор 14, далее поступает во втулку инжекции 15. В исходном состоянии полуформы 1 и 2 разведены относительно втулки инжекции 15. Аккумуляторная батарея с межэлементными соединениями устанавливается на подъемный стол 9, где фиксируется относительно литьевых полуформ 1 и 2. Пневмоцилиндром 10 батарею поднимают в зону герметизации, при этом верхние поверхности перегородок 18 упираются в неподвижную опорную плиту 7. Пневмоцилиндр 3 посредством рычагов 5, ползунов 4 и тяговой плиты 6 перемещают полуформы 1 и 2 до плотного смыкания их торцевых поверхностей с поверхностью втулки инжекции 15 и поверхностями межэлементных соединений 18, 19. Между полуформами 1 и 2, межэлементными соединениями 18, 19 и втулкой инжекции 15 образуется замкнутый герметичный объем.
Пневмоцилиндром 12 герметизирующий расплавленный материал через плиту пластикации 13, коллектор 14 и втулку инжекции 15 впрыскивается в замкнутый объем, образованный литьевыми полуформами 1 и 2, межэлементными соединениями 18, 19 и втулкой инжекции 15 и выдерживается под давлением до затвердевания. Пневмоцилиндр 12 затем возвращается в исходное положение, полуформы 1 и 2 механизмом замыкания раскрываются. Подъемный стол 9 с батареей с помощью пневмоцилиндра 10 опускается в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| Литьевая машина для переработки полимеров | 1981 |
|
SU1030186A1 |
| Литьевая машина для изготовления изделий из полимерных материалов | 1979 |
|
SU870169A1 |
| Литьевая машина | 1973 |
|
SU729079A1 |
| МЕХАНИЗМ СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2004 |
|
RU2255863C1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| ЛИТЬЕВОЙ ТЕРМОПЛАСТАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1991 |
|
RU2010715C1 |
| ВСЕСОЮЗНАЯЯАТ?йТ:;й-'СХЙИЧН€1ГлЛ 6^'.dr.i.ii'7eim I'ABAАвторы | 1973 |
|
SU376839A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА | 1994 |
|
RU2037418C1 |
| Устройство для изготовления и выгрузки полимерных изделий с резьбовым центральным отверстием | 1989 |
|
SU1680561A2 |
Изобретение относится к производству свинцовых аккумуляторов и направлено на создание литейной формы, обеспечивающей герметичность замкнутого объема между литейной формой и межэлементными соединениями свинцовых аккумуляторов при заливке расплавленного материала. В устройстве для герметизации межэлементных соединений свинцовых аккумуляторов, содержащем соединенные с опорной плитой (7) литьевые формы с механизмом замыкания, механизм пластикации и инжекции с втулкой инжекции (15), литьевые формы выполнены в виде двух полуформ (1) и (2) с возможностью возвратно-поступательного перемещения, торцевые поверхности которых выполнены в виде замкнутого контура с возможностью смыкания с поверхностью втулки инжекции (15) и поверхностями межэлементных соединений аккумуляторной батареи. 6 ил.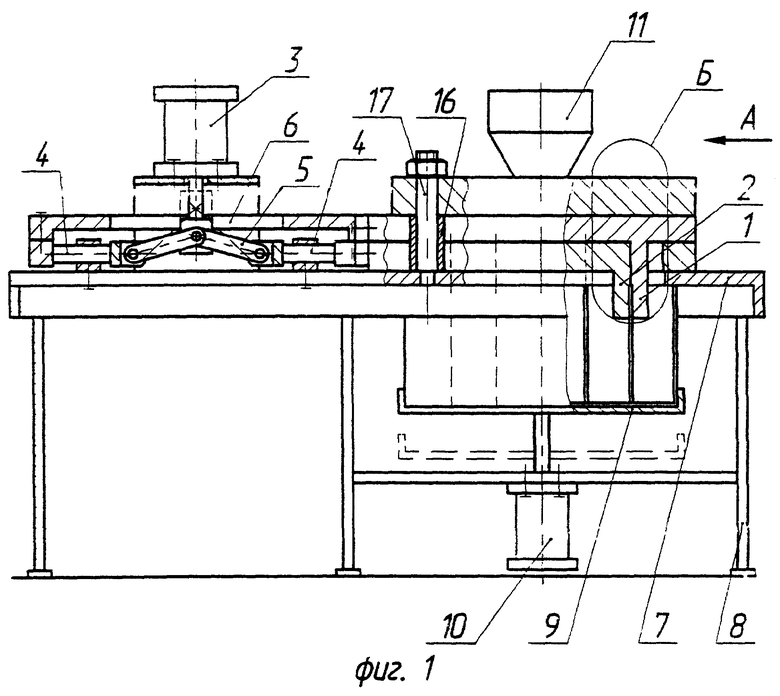
Устройство для герметизации межэлементных соединений свинцовых аккумуляторов, содержащее литьевые формы с механизмом замыкания, механизм пластикации и инжекции с втулкой инжекции, отличающееся тем, что литьевые формы выполнены в виде двух полуформ с возможностью возвратно-поступательного перемещения, торцевые поверхности которых выполнены в виде замкнутого контура с возможностью смыкания с втулкой инжекции и поверхностями межэлементных соединений.
| Литьевая машина для переработки полимеров | 1981 |
|
SU1030186A1 |
| Аккумуляторная батарея | 1974 |
|
SU494801A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК | 0 |
|
SU292810A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

