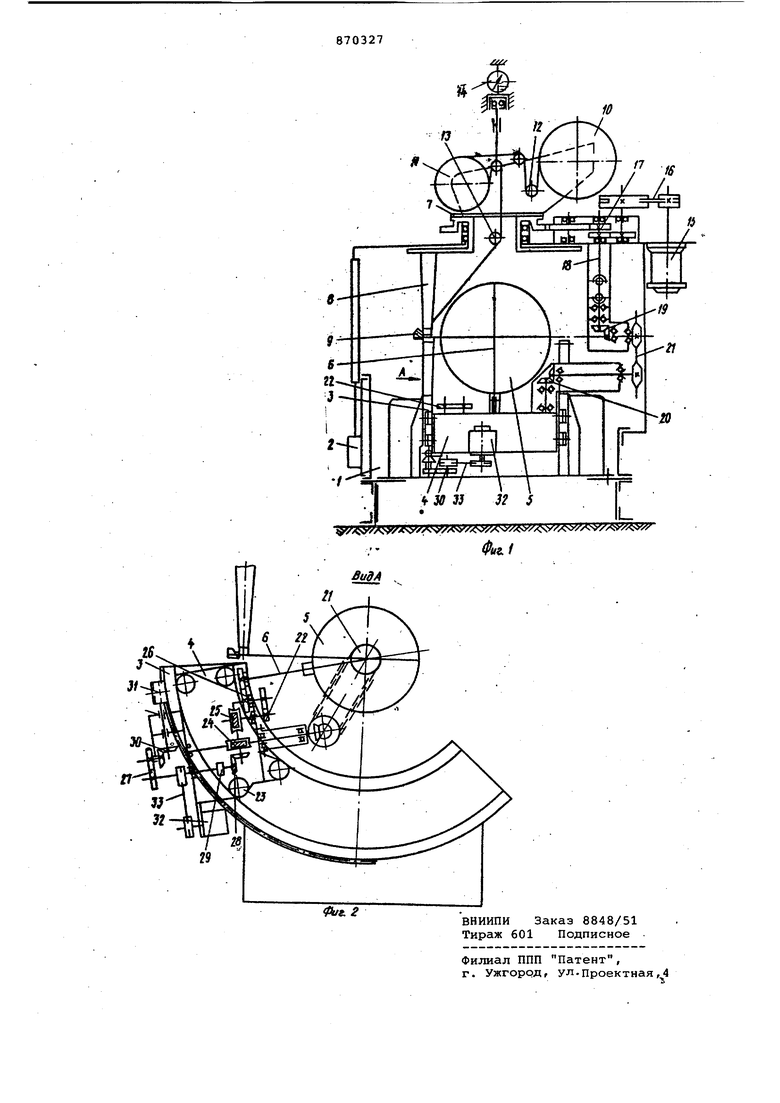
ладчиком 9 ленты на оправку, бобиной 10 с лентой, натяжным приспособлени-; ем 11, направлякмдими роликами 12 и ррликом 13 обогрева ленты.
Динамометр- 14 служит для визуального наблюдения величины натяга ленты
Главный электродвигатель 15 через редуктор 16 и шестеренчатую передачу 17 вращают стол 7 и посредством вала 18, конических пар 19 и 20, цепной передачи 21 и сменных шертерен
22передает вращение редуктору 4. Центр кривизны круговых направляющих 3, центр оправки 5и ось ведущей звездочки передачи 21 находятся на одной линии. Что обеспечивает постоянную кинематическую связь при движении редуктора и вращении оправки.
Редуктор 4 служит для передачи вращения и наклона оси б с оправкой 5 Корпус редуктора с помощью роликов
23катится по круговым направляющим 3 Вращение от электродвигателя 15
передается на червячные пары 24 и 25, на сменные шестерни 22, промежуточные шестерни 26 и на ось б оправки, которая вращает оправку 5 во время намотки .
Станок работает следующим образом Конец стеклоленты, сматываемой с бобины 10у заправляется через- направляющие ролики 12, обогреваемый ролик 13, натяжное приспособление11, укладчик 9 и закрепляется за ось 6 оправки 5, находящейся под углом 86° к вертикальной оси.
Двумя сменными шестернями 22 редуктора 4 в зависимости от диаметра оправки и ширины ленты настраиваются обороты оправки 5.
На один оборот оправки надо уло жцть W DQ/Ьд,
где W - угол между плоскостью витка и осью оправки; Ьл - ширина ленты; Dp - диаметр оправки.
Для непрерывной намотки изделия двумя сменньами шестернями 27 редуктора 4 настраивается скорость перемещения оси 6 с оправкой 5 по круговым направляющим 3, т..е. скорость изменения угла наклона оси оправки к плоскости вращения укладчика.
От главного электродвигателя 15, которь1й обладает плавным регулированием числа оборотов, вращение посредством клиноременной. и шестеренчатой передач передается на стол 7 с уклад иком 9, который и укладывает ленту на оправку.
Одновременно вращение посредством вала 18, конических пар 19, 20 и цепной передачи 21 передается на редуктор 4.
Для осуществления непрерывной ки-i нематической связи движущегося редук тора и неподвижного вала ось ведущей звездочки совпадает с центром кривизны круговых направляющих 3 и центром оправки 5.
В редукторе 16 вращение передается с помощью червячных пар 24 и 25, сменных шестерен 22 и промежуточных шестерен 26 на ось б с оправкой 5.
Одновременно вращение от червячно пары 24 передается на коническую пар 28, муфту сцепления 29, сменные шестерни 27, коническую пару 30 и червя 31, который находится в зацеплении с неподвижнЕлм сектором червячного .колеса и смонтирован на редукторе 4. Сектор закреплен на круговых направляющих 3 и имеет с ними общий центр.
Редуктор 4 установлен на круговых направляющих 3 с помощью роликов и перемещается от червяка 31.
Сменными шестернями 22 и 27 изменяется соотношение угловых скоростей вращения оправки 5 вокруг собственно оси и наклонэтой оси относительно плоскости намотки, что определяет рисунок намотки.
При зонной намотке муфта сцепления 29 выключается и изменение угла наклона оси оправки осуществляется от маршевого электродвигателя 32 через клиноременную передачу 33. -При этом главный электродвигатель15 отключен.
Конструкция станка обеспечивает намотку шаровых изделий лентой, предварительно полученной в отдельной установке, и резко (в 5-6 раз) повышает производительность станка. Процентное соотношение связующего и стекловолокна на изделии строго определенное и четко контролируется при изготовлении ленты, что повышает качество изделия.
Жесткая кинематическа.я связь всех трех движений станка: вращение укладочного ролика, вращение оси оправки и наклон оси оправки обеспечивает получение качественного рисунка намотки, и повышает качество изделия.
Формула изобретения
Намоточный станок для производства изделий из стекловолокна, содержащий шаровую оправку, связанную с валом редуктора, размещенного на концентричных оправке направляющих, укладчик с приводом его вращения относительно оси оправки и привод перемещения редуктора по направляющим , отличающийся тем, что, с целью повышения производительности, привод укладчика связан с редуктором посредством цепной передачи ведущая звездочка которой смонтирована соосно оправке.
Источники информации, принятые во внимание при экспертизе
1.Киселев Б.А. Стеклопластики. М. , 196,., р.222-224.
2.Авторское свидетельство СССР It 172009, кл. С 03 В 37/10, 1965.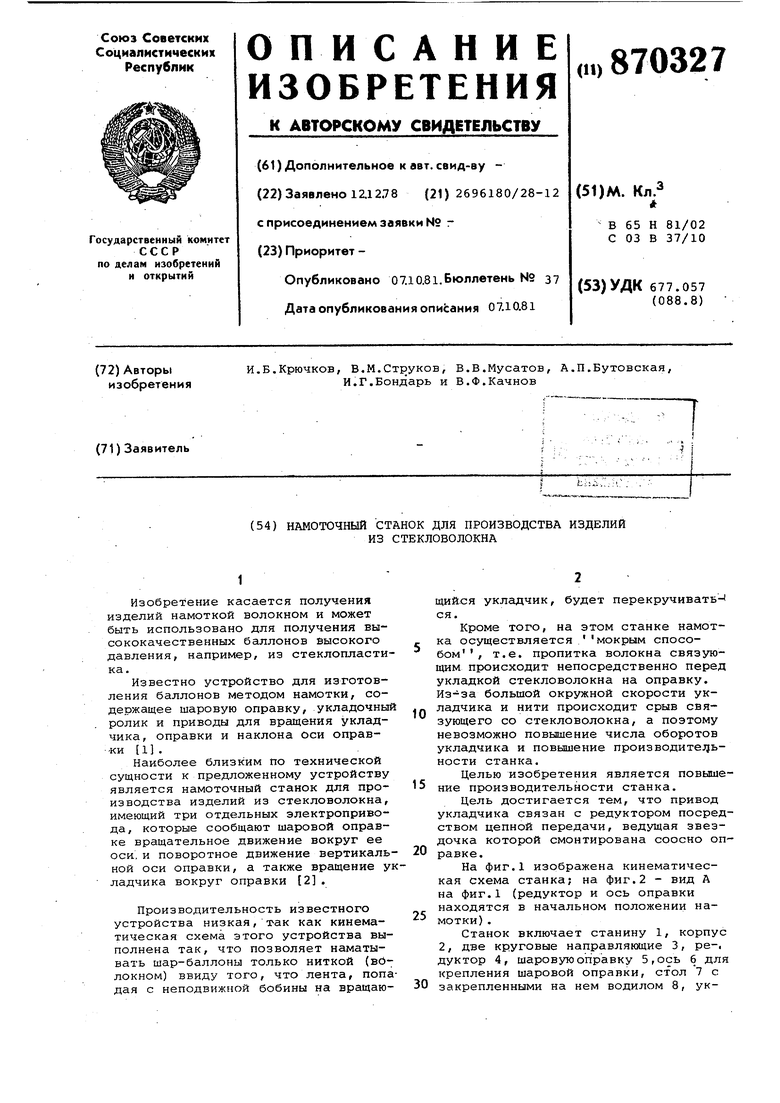
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления оболочек из армированной пластмассы | 1964 |
|
SU633743A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| Станок для намотки лент на криволинейные трубчатые изделия | 1980 |
|
SU1039605A1 |
| Устройство для наложения витковой изоляции и намотки катушек электрических машин | 1984 |
|
SU1197012A1 |
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОЙ НАМОТКИ БУМАЖНЫХ КАБЕЛЬНЫХ РОЛИКОВ | 1956 |
|
SU110125A1 |
| УСТРОЙСТВО для НАТЯЖЕНИЯ ЛЕНТЫ | 1971 |
|
SU309913A1 |
| Машина для уборки плодов | 1986 |
|
SU1428268A1 |
| Устройство для навивки спиралей | 1977 |
|
SU622534A1 |
| Устройство для резки проводов и зачистки их концов от изоляции | 1977 |
|
SU681489A1 |