Предметом изобретения является станок для автоматической намотки бумажных кабельных роликов с применением разрезной оправки, заключающий в себе электропривод с червячным редуктором, на оси червячного колеса которого установлены эксцентрики, управляющие работой заправочного сегментного приспособления, рычажными ножницами, приспособлением для нанесения клея и сбрасывателем.
В известных станках подобного рода не обеспечивается фиксация оправки после каждого цикла намотки в положении совпадения ее продольного разреза с направляющей щелью заправочного приспособления, в силу чего они работают по полуавтоматическому циклу.
Согласно изобретению, указанный недостаток устраняется тем, что оправка в месте сопряжения со сбрасывателем снабжена направляющими скосами в форме «ласточкина хвоста», а сбрасыватель выполнен в виде кольца; свободно сидящего на оправке, и снабжен на внутренней поверхности штифтом, взаимодействующим с указанными направляющими скосами.
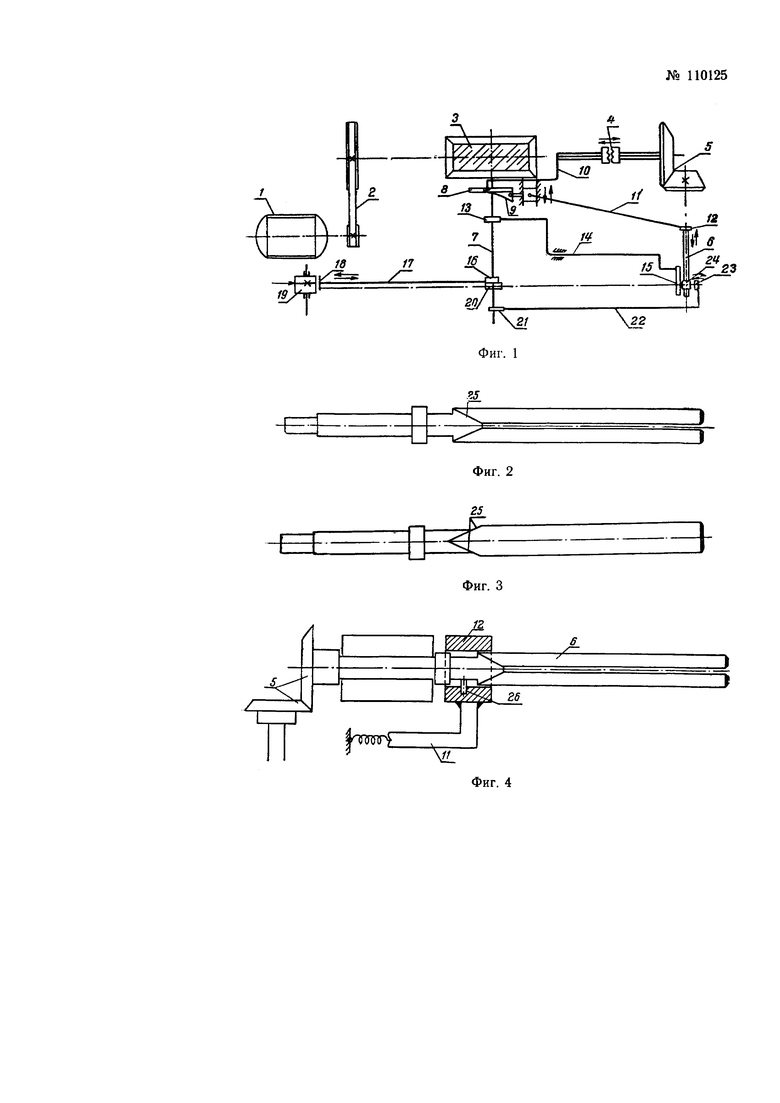
На фиг. 1 представлена кинематическая схема станка; на фиг. 2 и 3 - две проекции оправки; на фиг. 4 - схема сопряжения оправки со сбрасывателем и приводными шестернями.
Станок включает в себя электродвигатель 1, ременную передачу 2, червячный редуктор 3, муфту сцепления 4, коническую шестеренчатую передачу 5 и оправку 6. На оси 7 червячного редуктора закреплены эксцентрик 8 с кулачком 9, управляющие рычагом 10 включения муфты сцепления и рычагом 11 сбрасывателя 12. Эксцентрик 13 через рычаг 14 управляет ножницами 15, а эксцентрик 16 через рычаг 17 - тормозом 18 бумажного рулона 19, с которого бумага через заправочное сегментное приспособление 20 поступает на оправку.
Эксцентрик 21 через рычаг 22 управляет приспособлением 23 для нанесения клея на наматываемый бумажный ролик 24 в конце процесса намотки.
Для обеспечения фиксации оправки в определенном положении после каждого цикла намотки она снабжена направляющими скосами 25.
Сопряжение оправки 6 со сбрасывателем 12 показано на фиг. 4.
В процессе сбрасывания намотанного ролика с оправки сбрасыватель 12 при помощи рычага 11 перемещается вдоль оправки 6. При этом установленный на его внутренней поверхности штифт 26 взаимодействует с направляющими скосами 25 и поворачивает оправку до тех пор, пока не входит в ее продольный разрез, фиксируя тем самым ее в положении, соответствующем совпадению указанного прореза с направляющей щелью заправочного приспособления 20.
Намотка бумажных роликов осуществляется следующим образом.
Конец бумажной ленты подается в помощью сегментного приспособления 20 между двумя пластинчатыми направляющими, препятствующими провисанию ленты, в прорезь оправки 6, после чего происходит включение муфты сцепления 4 с помощью рычага включения 10, приводимого в действие эксцентриком, установленным на оси червячного колеса редуктора 3.
Длина наматываемой ленты определяется диаметром оправки 6, толщиной бумаги и количеством оборотов оправки от момента включения до момента отключения ее от привода. Станок-автомат рассчитывается только для намотки роликов одной длины, например 5 м. В случае же необходимости изменения этой длины, нужно соответственно уменьшить или увеличить число оборотов оправки с помощью сменных конических шестерен 5.
После окончания намотки ролика муфта сцепления 4 отключается и оправка останавливается. Рычаг 14 приводит в действие ножницы 15, которые отрезают ленту.
За 1-2 оборота оправки до момента отключения муфты эксцентрик 21 поднимает рычаг 22 подклейки, с помощью которого наносится из ванночки слой клея. Одновременно с отключением муфты с помощью эксцентрика 16 включается тормоз 18 бумажного рулона 19, препятствующий вращению рулона бумаги по инерции.
По окончании процесса отреза ленты, с помощью кулачка 9 приводится в движение рычаг 11 сбрасывания намотанных роликов.
Весь цикл намотки одного ролика производится за один оборот оси червячного колеса, на котором установлены все кулачки. На этой же оси установлен счетчик изготовленных роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки ленты в рулон | 1989 |
|
SU1654204A2 |
| СТАНОК ДЛЯ НАКАТКИ ПОЛОТНА В РУЛОН | 1972 |
|
SU348469A1 |
| Намоточный станок для производства изделий из стекловолокна | 1978 |
|
SU870327A1 |
| Устройство для получения заготовок матриц теплообменников | 1973 |
|
SU600061A1 |
| Мотальная машина для крестовой намотки швейных и т.п. ниток на бумажные гильзы | 1931 |
|
SU26949A1 |
| Полуавтоматическое устройство для сборки подвижной системы громкоговорителей | 1970 |
|
SU376036A1 |
| Станок для полуавтоматической намотки электрических катушек с сердечником | 1957 |
|
SU111158A1 |
| Машина для патронирования взрывчатых веществ | 1957 |
|
SU117972A1 |
| Устройство для заправки полос в барабан моталки | 1987 |
|
SU1512716A1 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 1968 |
|
SU212980A1 |
Станок для автоматической намотки бумажных кабельных роликов с применением разрезной оправки, заключающий в себе электропривод с червячным редуктором, на оси червячного колеса которого установлены эксцентрики, управляющие работой механизмов станка, отличающийся тем, что, с целью обеспечения фиксации оправки после каждого цикла намотки в положении совпадения ее продольного разреза с направляющей щелью заправочного приспособления, она снабжена в месте сопряжения со сбрасывателем направляющими скосами в форме «ласточкина хвоста», а сбрасыватель выполнен в виде кольца, свободно сидящего на оправке, и снабжен на внутренней поверхности штифтом, взаимодействующим с указанными направляющими скосами.
