(54) УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь Ошерова Р.С. и Маслинковского А.С. | 1983 |
|
SU1186919A1 |
| Вагонетка туннельных печей | 1978 |
|
SU687336A1 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| Установка для сушки изделий | 1979 |
|
SU823792A1 |
| Устройство для тепловой обработки изделий из бетонных смесей | 1982 |
|
SU1076291A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ГЕНЕРАТОР "ЗОДИАК" | 2001 |
|
RU2176191C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ МАТЕРИАЛОВ, ИЗДЕЛИЙ И КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376133C1 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ЗЕРНОВОГО СЫРЬЯ | 2004 |
|
RU2264128C1 |
| Устройство для тепловой обработки изделий из бетонных смесей | 1988 |
|
SU1608056A2 |
Изобретение относится к области промышленности строительных материалов, в частности к производству глиняного кирпича. Известен способ и устройство для термообработки строительных изделий, основанные на принципе нагрева проводящего тела при прохождении по нему электрического тока 1 . В таком техническом решении используются токоподводяш,ие электроды, прижимаемые к изделию. Однако вследствие различного сопротивления отдельных участков изделия элект;рическмй ток идет по пути наименьшего сопротивления, нагревая изделие в основном только на этом участке. В результате изделие нагревается неравномерно. Кроме того, по мере нагрева сопротивление контакта электродов с изделием постоянно растет, что ведет к необходимости контроля параметров подаваемого на электроды электрического тока. Наиболее близким пи технической сущности является электропечь для обжига эмали 2. Это устройство представляет собой конвейерную электропечь, включающую транспортер с перфорированной лентой, которая помещена между излучателями тепла. При перемещении транспортерной ленты размещенное на ней изделие, проходя через зону нагрева, подвергается тепловой обработке. Недостатком известного устройства является то, что теплопередача между излучателями и изделием осуществляется лищь за счет атмосферы. В результате этого изделие нагревается недостаточно быстро, что в конечном счете снижает производительность печи. Кроме того, при использовании известной печи невозможно создать избирательный локальный нагрев для получения оптимальных режимов термообработки, а это ведет к снижению качества изделия. Целью изобретения является интенсификация термообработки, повышение качества кирпича. Цель достигается тем, что в известной установке для термообработки, включающей транспортер с перфорированной лентой и нагреватели, размещенные над и под лентой, верхний нагреватель выполнен с возможностью перемещения в вертикальном направлении и снабжен прижимным теплопроводящим фигурным башмаком.
Прижимной башмак может быть выполнен перфорированным и снабжен жестко прикрепленной к нему теплопроводящей рамкой, размеры которой соответствуют размерам кирпича. Рамка может быть выполнена из ферромагнитного материала, а ее внутренняя поверхность по высоте кирпича выполнена гофрированной.
Транспортерная лента, прижимной башмак и рамка выполнены с внутренними пароотводяшими каналами.
Между башмаком и лентой установлен регулируемый по высоте упор-ограничитель.
Обеспечение непосредственного контакта между обрабатываемым изделием и нагревателями способствует интенсификации теплопередачи и обеспечивает селективный локальный нагрев. Плошадь контакта увеличивается благодаря выполнению башмака фигурным: перфорированным, гофрированным и т.п. Наличие пароотводяш их каналов улучшает условия обработки, а рамка, жестко закрепленная на башмаке, предотврашает деформацию кирпича. Упор-ограничитель позволяет регулировать степень контактирования между кирпичом и излучателями.
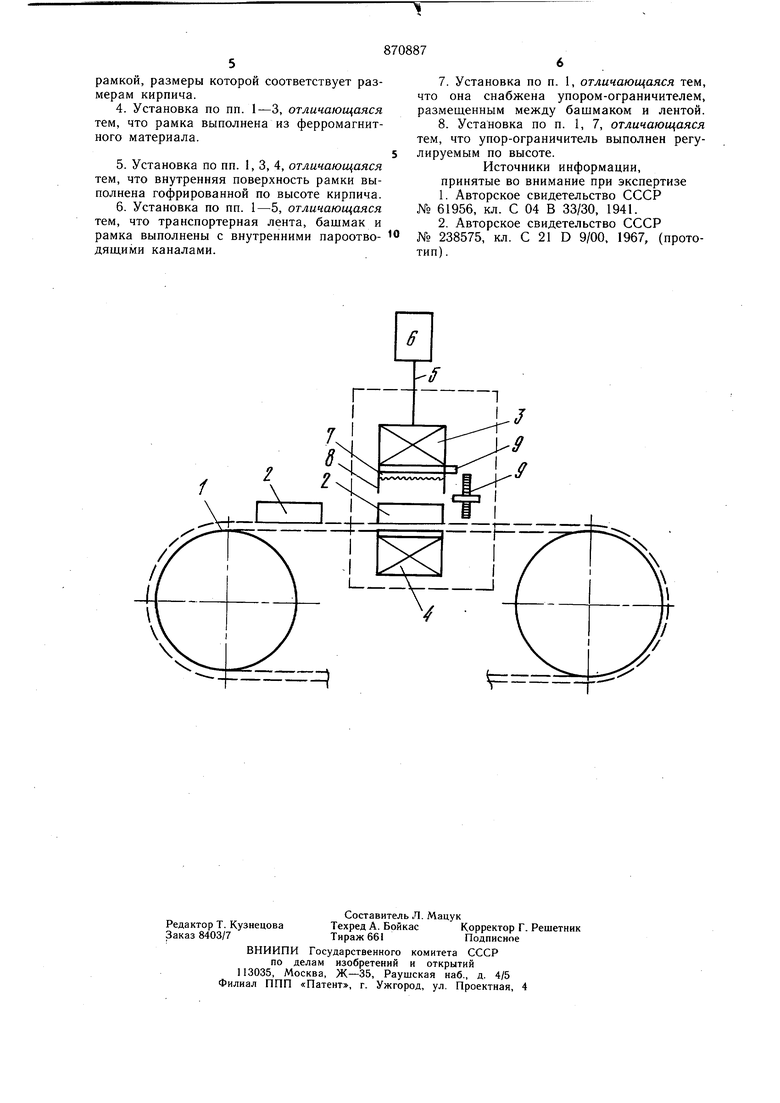
На чертеже представлена предлагаемая установка, обший вид.
Установка для термообработки кирпича содержит транспортер 1 с перфорированной лентой, на верхнем участке которой размешены кирпичи 2. Над лентой и под ней установлены нагреватели 3 и 4. В качестве нагревателей могут быть использованы нагреватели сопротивления или индукторы. Нагреватель 4 установлен стационарно и находится в непосредственной близости или в скользяшем контакте с нижней частью ленты. Нагреватель 3 выполнен с возможностью перемешения в вертикальном направлении и связан посредством штока 5 с приводом 6. На нижней части нагревателя 3 закреплен прижимной фигурный башмак 7, изготовленный из хорошо проводящего тепло материала. Этот башмак может быть выполненным перфорированным, гофрированным, с выступами и т.п., что способствует увеличению плошади контактирования (а следовательно, и теплопередачи) между излучателем 3 и кирпичом.
К прижимному башмаку жестко закреплена теплопроводяшая рамка 8, размеры которой соответствуют размерам кирпича. Внутренние плоскости рамки выполнены гофрированными по высоте кирпича. При использовании индукторов рамка изготавливается из ферромагнитного материала для наведения в ней вихревых токов.
Транспортерная лента, прижимной башмак и рамка имеют внутренние пароотводящие каналы (на чертеже не показаны), предназначенные для ускорения отвода влаги в процессе термообработки.
Между башмаком и лентой установлен регулируемый по высоте упор-ограничитель 9.
Узел термообработки заключен в теплоизолирующий кожух (показано пунктиром).
Установка работает следующим образом.
На транспортер 1 подают кирпич 2, включают транспортер, подводят кирпич в рабочее пространство между нагревателями 3, 4 и останавливают транспортер. Затем включают привод 6, в результате чего рамка 8 надевается на кирпич, а башмак 7 прижимается к нему. После этого включают нагреватели, происходит термообработка и частичная усадка кирпича. После термообработки готовый кирпич освобождают реверсированием привода и снова включают транспортер, перемещая обработанный кирпич к разгрузке. Одновременно следующий кирпич подается в зону обработки. В процессе обработки упором-ограничителем 9 добиваются оптимального .давления прижима башмака к кирпичу.
Предложенная установка может быть легко введена в технологическую линию по производству кирпича. Для повышения производительности возможно параллельное включение нескольких усгановок, а последовательно их включение позволяет обеспечить ступенчатый нагрев кирпича, что дает возможность осуществления способов, характеризующихся созданием различных режимов термообработки.
Качество термообработки при использовании данной установки повышается на при значительном снижении процента бракованных изделий. Наличие фигурного прижимного башмака наряду с повышением теплопередачи обеспечивает возможность получения рельефных поверхностей, способствующих увеличению степени сцепления кирпича при кирпичной кладке.
Формула изобретения
Установка для термообработки строительных изделий, преимущественно кирпичасырца, содержащая транспортер с перфорированной л.ентой, нагреватели, размещенные над и под лентой, отличающаяся тем, что, с целью интенсификации термообработки, повышения качества изделий, верхний нагреватель выполнен с возможностью перемещения в вертикальном направлении и снабжен прижимным теплопроводящим фигурным бащмаком.
