сл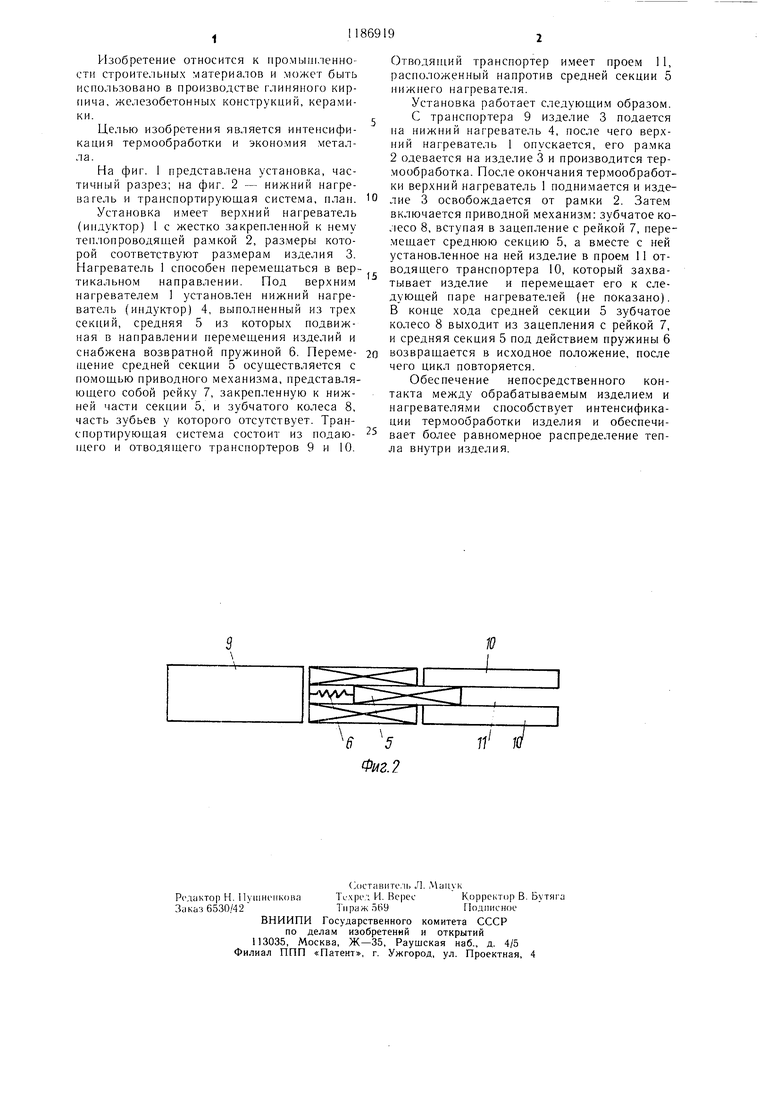
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для термической обработки штанг | 1976 |
|
SU704993A1 |
| Машина для выравнивания деталей обуви по толщине | 1990 |
|
SU1792314A3 |
| Телескопический ленточный конвейер | 1976 |
|
SU745796A1 |
| УСТРОЙСТВО для СОРТИРОВКИ и ПАКЕТИРОВАНИЯ ПИЛОМАТЕРИАЛОВ | 1969 |
|
SU244188A1 |
| Машина для выравнивания деталей низа обуви по толщине | 1990 |
|
SU1750641A1 |
| ПЕЧЬ И СПОСОБ НАГРЕВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2090523C1 |
| МАШИНА ДЛЯ ВЫРАВНИВАНИЯ ДЕТАЛЕЙ ОБУВИ ПО ТОЛЩИНЕ | 1994 |
|
RU2118889C1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Автоматическая линия для производства изделий переменного сечения | 1986 |
|
SU1444044A1 |
| Автоматическая линия для металли-зАции плАСТиНчАТыХ издЕлий | 1979 |
|
SU808550A1 |
00 0
со со
Изобретение относится к иромышленности строительных материалов и может быть использовано в производстве глиняного кирпича, железобетонных конструкций, керамики.
Целью изобретения является интенсификация термообработки и экономия металла.
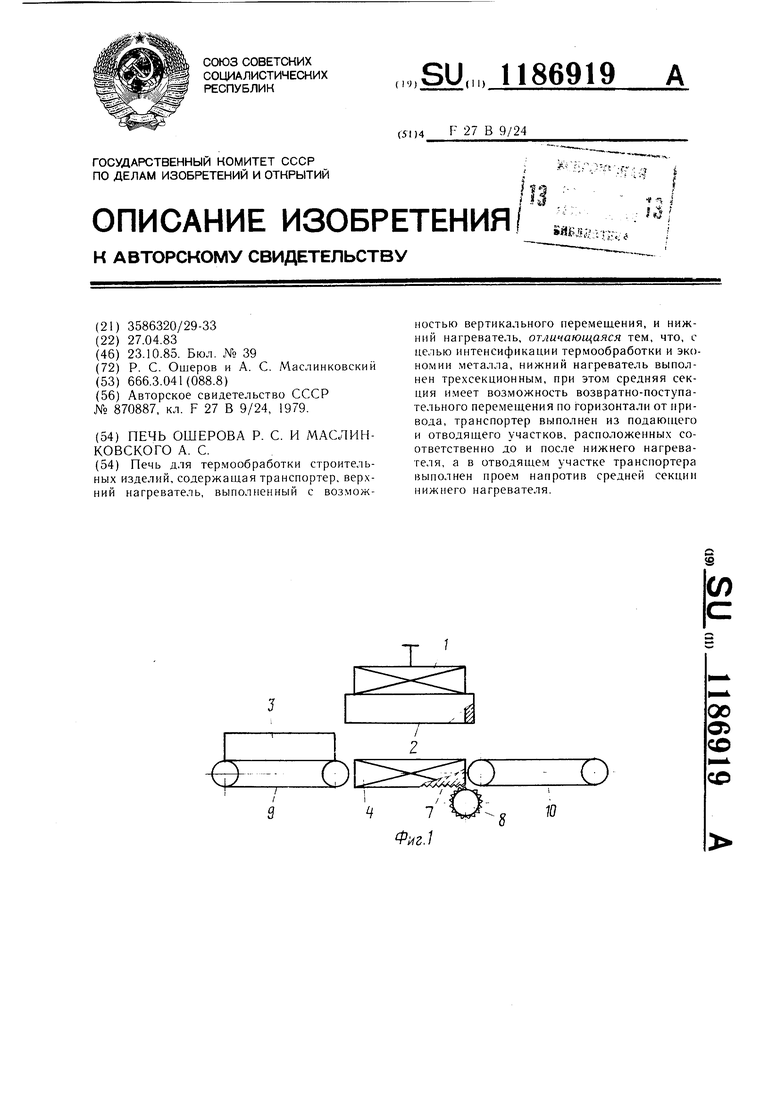
На фиг. 1 представлена установка, частичный разрез; на фиг. 2 - нижний нагрева гель и транспортирующая система, план.
Установка имеет верхний нагреватель (индуктор) 1 с жестко закрепленной к нему теплопроводящей рамкой 2, размеры которой соответствуют размерам изделия 3. Нагреватель 1 способен перемешаться в вертикальном направлении. Под верхним нагревателем 1 установлен нижний нагреватель (индуктор) 4, выполненный из трех секций, средняя 5 из которых подвижная в направлении перемещения изделий и снабжена возвратной пружиной 6. Перемещение средней секции 5 осуществляется с помощью приводного механизма, представляющего собой рейку 7, закрепленную к нижней части секции 5, и зубчатого колеса 8, часть зубьев у которого отсутствует. Транспортирующая система состоит из подающего иотводящего транспортеров 9 и 10.
Отводящий транспортер имеет проем 11, расположенный напротив средней секции 5 нижнего нагревателя.
Установка работает следующим образом.
С транспортера 9 изделие 3 подается на нижний нагреватель 4, после чего верхний нагреватель 1 опускается, его рамка 2 одевается на изделие 3 и производится термообработка. После окончания термообработки верхний нагреватель 1 поднимается и изделие 3 освобождается от рамки 2. Затем включается приводной механизм: зубчатое колесо 8, вступая в зацепление с рейкой 7, перемещает среднюю секцию 5, а вместе с ней установленное на ней изделие в проем II отводящего транспортера 10, который захватывает изделие и перемещает его к следующей паре нагревателей (не показано). в конце хода средней секции 5 зубчатое колесо 8 выходит из зацепления с рейкой 7, и средняя секция 5 под действием пружины 6 возвращается в исходное положение, после чего цикл повторяется.
Обеспечение непосредственного контакта между обрабатываемым изделием и нагревателями способствует интенсификации термообработки изделия и обеспечивает более равномерное распределение тепла внутри изделия.
| Установка для термообработки строительных изделий | 1979 |
|
SU870887A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
