Изобретение оп.осится к обработке металлов давлением, а именно к устройс твам для поперечной передачи трубных заготовок в прокатных станах и проточных линиях отделки труб нефтяного сортамента, и может быть использовано в поточных линиях обработки концов труб (обсадных, насосно - компрессорных, бу рильных) при передаче труб от одной операции к другой по потсжу, минуя кра новые операции, а также для дифференцированного одновременного дозирования и транспортирования одной, двух или более труб в зависимости от потребности в трубах на ближайшей и последующих операциях обработки. Известно устройство для поперечной передачи труб, содержащее смонтированные на основании подъемные рольганги и перекладыватель с эксцентриковым механизмом и подвижн ими рейками, установленными с возможностью перемещения в направлении, перпендикулярном оси рол гангов 13 . Недостатком известного устройства является то, что перед каждой обрабатывающей машиной нет накопителя труб, а перекпадыватель связывает для одновременной работы несколько трубообра- батывающих мащин, и в случае ремонта, смены инструмента, задержки в обработ ке на одной мащине простаивают осталь ные. Это приводит к простоям поточной линии и к уменьшению производительности трубообрабатывающих мащин. Кроме того, это устройство обеспечивает только последовательную передачу труб от одной операции к другой и не может быть применено при вьшолнении одинаковой операции в одной поточной линии на нескольких парах машин. Цель изобретения - повышение производительности устройства путем обеспечения одновременной подачи труб к нескольким трубообрабатывающим машинам. Поставленная цель достигается тем, что устройство для поперечной передачи
труб, содержащее смонтированные на основании подъемные рольганги р пере- кладыватепи с эксцентриковыми меха низмайи и подвижными рейками, установленньпии с возможностью перемещения в направлении, перпендикулярном осям рольгангов, снабжено накопителями по числу рольгангов, выполненными в ввде приводных штанг, установленных с возможностью возвратно-поступательного перемещения в направлении перемещения реек, и съемными профилированными планками, установленными на подвижных рейках.
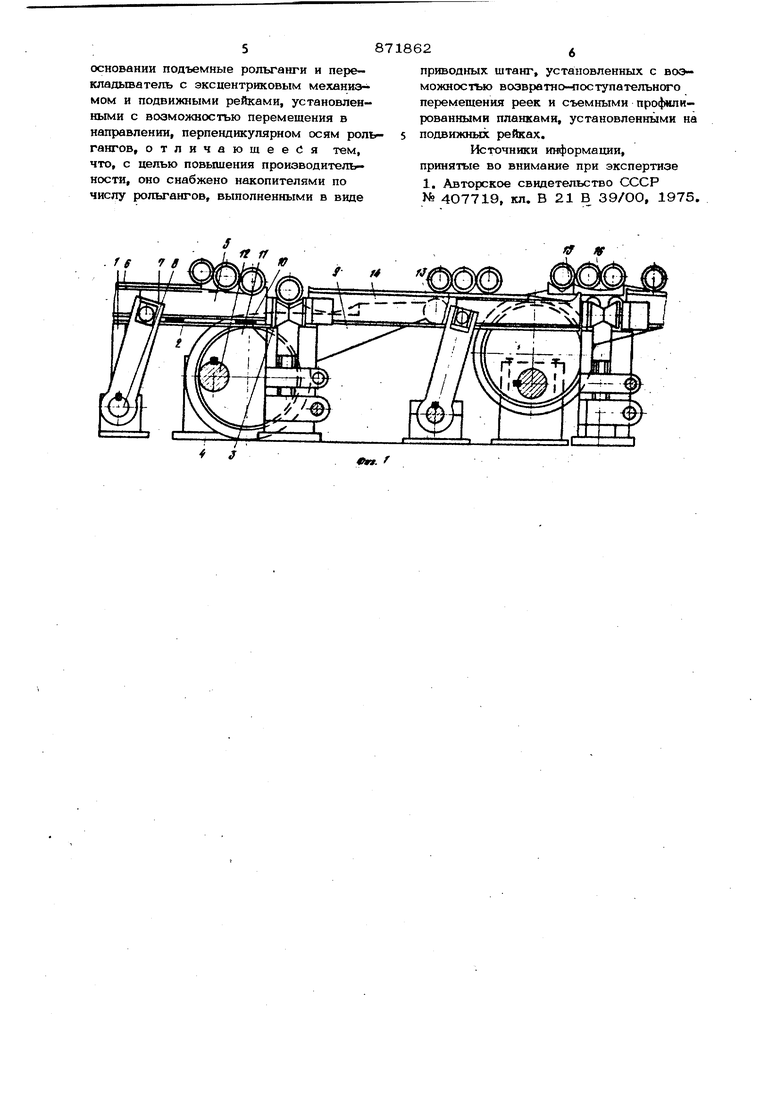
На фиг, 1 изображено устройство для поперечной передачи труб, продольный разрез; на фиг, 2 - то же, вид в плане.
Устройство для поперечной передачи труб состоит из наклонного стеллажа 1, подвижных накопителей 2, подъемных роль гангов 3 и перекладьтающего устройства 4, Подвижные накопители 2, включающие штанги 5, установлены в направляющих 6 наклонного стеллажа 1 и щарнирно связаны с кронштейнами 7, жестко смонтированными на приводном валу 8, Перекладывающее устройство 4 включает подвижные рейки 9, один конец которых через подшипники 1О установлен на эксцентри.ках 11 приводного вала 12, а второй конец - на роликах 13, перемещающихся в направляющих 14. На конце подвижной рейки 9, установленном на эксцентриках 11, закреплены съемные планки 15 и 16 при этом съемная планка 15 имеет призматический профиль, а съемная планка 16 имеет волнообразнъгй профиль Устройство неоднократно повторяется в поточной линии и устанавливается перед каждой трубообрабатывающей машиной Устройство работает следующим образом. Трубы поступают на наклонный стелла 1, с которого они затем поступают на подвижный накопитель 2. Подвижные щтан ги 5 посредством кронштейнов 7, смонтированных на приводном валу 8, устанавливаются в ближнее или дальнее положение относительно подъемного рольганга 3 в зависимости от количества передаваемых труб. Затем включают привод вала 12, при вращении которого эксцентрики 11 поднимают установленный на них конец подвижной рейки 9, которая, перемещаясь в сторону подвижного накопителя 2, захватывает с подвижных штанг 5 одну, две или несколько труб в I зависимости от положения подвижных
щтанг 5 относительно подъемного рольганга 3. После захвата труб с подвижных щтанг 5 при дальнейшем перемещении эксцентрика 11 подвижная рейка 9
начинает перемещаться в сторону подг емных рольгангов 3, при этом одна труба, находящаяся на планке 15 с призматическим профилем, укладьтается на подъемный рольганг 3, а трубы, находящиеся
на планке 16 с волнообразным профилем, укладываются на направляющие 14, При дальнейшем вращении приводного вала 12 с эксцентриком 11 подвижная рейка 9 опускается в нижнее положение. После
обработки трубы мащиной труба снимается с подъемного рольганга 3 и осуществляется передача последующих труб с подвижных штанг 5, Для съема одной трубы подвижная штанга 5 отводится в крайнее левое положение, а для съема максимального количества труб - в крайнее правое положение. При изменении сортамента обрабатываемых труб съемные планки 15 и 16 снимаются с подвижной рейки 9 и устанавливаются новые, призматический и волнообразный профиль которых соответствует новому сортаменту труб. Предлагаемое устройство по сравнению с известными позволяет осуществлять передачу труб на трубообрабатъгвающие машины в зависимости от загрузки последующего оборудования, что исключает простои трубообрабатьшающих машин и повышает производительность всей поточной линии, позволяет устанавливать в одну линию несколько пар мащиН для обработай сначала одного и затем другого конца труб. Устройство позволяет также одновременно загружать несколько трубообрабатываюших машин, выполняющих одну и ту же операцию обработки труб, что упрощает конструкцию поточной линии и снижает капитальные затраты на ее строительство. Выполнение устройства для поперечной передачи труб предлагаемым образом позволяет повысить производителе ность поточной линии на 2О%. Экономический эффект составляет 9888ОО руб. Формула изобретения Устройство для поперечной передачи труб, содержащее смонтированные на
основании подъемные рольганги и перекладьгоатель с эксцентриковым механиэмом и подвижными рейками, установленными с возможностью перемещения в направлении, перпендикулярном осям рольгангов, отличающееся тем, что, с целью повышения производительности, оно снабжено накопителями по числу рольгангов, выполненными в виде
приводных штанг, установленных с возможностью возвратнонпоступательного перемещения реек и съемными профилированными планками, установленными на подвижных рейках.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 407719, кл. В 21 В 39/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ТРУБ | 1973 |
|
SU407719A1 |
| Устройство для поперечного перемещения длинномерных штанг | 1975 |
|
SU607616A1 |
| Реечный холодильник с группированием проката | 1981 |
|
SU1138202A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Линия отделки труб | 1985 |
|
SU1279699A1 |
| Поточная линия для изготовления электродов | 1976 |
|
SU618229A1 |
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| Устройство для распределения труб по поточным линиям | 1976 |
|
SU564027A1 |
| Поточная линия для обработки труб | 1980 |
|
SU931386A1 |
| Механизированная линия реставрации сталеалюминиевых анодных штырей | 1987 |
|
SU1452861A2 |

J «f
Фм. V
