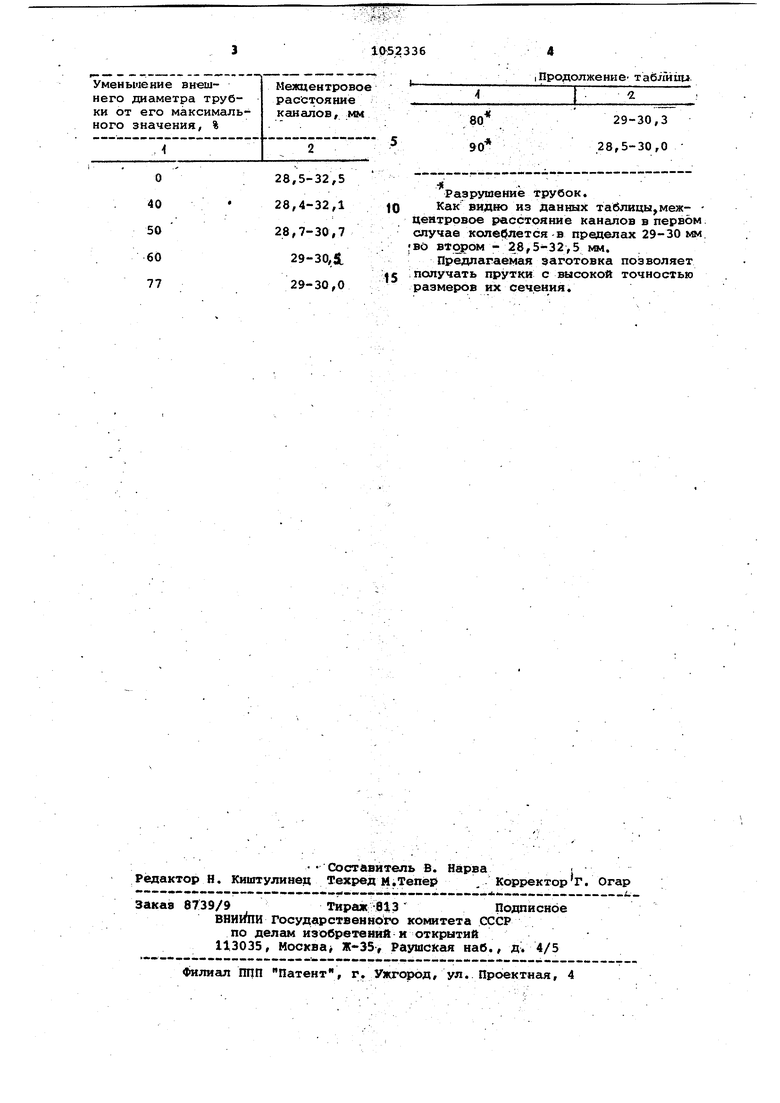
Изобретение относится к порошко вой металлургии, в частности к пре сованию прутков с внутренними кана лами из порошков. Известен способ получения заготовки для экструзии изделий из порошка, включающий засыпку порошка в капсулу, уплотнение и экструзию капсулы, Дпя осуществления этого способа используют заготовку, состо ящую из оболочки, шайб и трубы с сердечниками 1 . Недостатком известной заготовки является невозможность получения ВЫСОКО точности по сечению получа мых Прутков с каналами из-за и гиба трубок при уплотнении порошка. Наиболее близкой к предлагаемой по технической сущности и достигае мому эффекту .является заготовка дл изготовления прутков свнутренними каналами,, содержащая контейнер ci крышками, заполненный порошком, и сердечник 2 . В нижней части крышки выполнена полость, профиль которой соОтветствует профилю сердечника, а высота составляет 0,2-0,4 его высоты, а между полостью и сердечником расположена мембранаi Недостатком известной заготовки является невысокая точность сечения прутков и.з-за изгиба сердечника при осадке. Цель изобретения - повышение точ ности сечения прутков. Поставленная цель достигается тем, что заготовка для изготовления прутков с внутренними каналами, содержащая контейнер с крышками, заполненный порошком, и сердечник, снабжена трубками постоянного внутраннего диаметра и переменного нapy ного диаметра, причем наружный диаметр верхней части на длине, равной величине осадки, выполнен на 50-80% меньше диаметра на остальной части, а сердечник размещен в верхней части трубки и длина его короче длины трубки на величину осадки заготовки. При изготовлении заготовок могут использоваться стандартные труб ки с толщиной стенок 2-4 мм. В зависимости от толщины стенок трубок на участке, примыкающем к крышке, их толщина на 50-80% меньше, чем обеспечивает достаточную прочность трубок при сборке заготовки. На чертеже изображена заготовка, разрез. Заготовка для изготовления прутков с BHyfpsHHHiira каналами из порош ков состоит из контейнера 1 с крьиаками 2, труб.ок 3 и засыпаемого в кон тейнер. порошка 4. В трубки 3 вставлены сердечники 5. получения прутков с внутренними каналами в контейнер 1 с установленными в него трубками 3 с сердечниками 5 засыпают порсниок,. который затем спекают, при этом заготовка должна находиться в вертикальном положении с расположением более тонкой части трубок 3 вверху. Это необходимо для того, чтобы происходящее уплотнение порошка позволило образовывать полость в той части заготовки, .где при последующей экструзии трубки с меньшим наружным диаметрОм могли бы сжиматься, увеличивая свой диаметр и исключая тем самым деформацию .на остальной части. Расположение сердечников в части трубок с меньшим наружным диаметром создает условия для образования на их поверхности гофров (вблизи крышки), уда:лаяемых с пресс-остат-ком. Выполнение участка трубки с меньшим сечением позволяет сосредоточить деформацию трубки при осадке заготовки на этом участке и исключить деформацию на остальной ее длине. Искривление трубки при этом не про- . исходит, поскольку осевое усилие из-за деформации трубки в сечении с меньшей площадью уменьшает осевое усилие. Уменьшение внешнего диаметра трубки мене.ё чем на 50% не дает эффекта, поскольку трубка дефор.мируется не только в сечении с меньшей толщиной стенки, но и -изгибается на остальной длине, Хменьшение внешнего диаметра трубки более чем на 80% приводит к ее разрушению и вызывает разгерметизацию заготовки. Длина серде.чника должна быть такова,, чтобы только при окончании осадки заготовки сердечник мог касаться крышек. Это условие исключает изгиб трубки и сердечника, что повышает точность прутков. Пример. Заготовка из порошковой стали 10Р6М5, ..состоящая из контейнера (трубы 8x168 мм) дг1иной 600 мм, двух крышек, трубок Зх24 мм, : расположенных от центра заготовки порсяика, спекалась при 1050-1100с с рыдержкой при этой температуре 1ч. Затем в трубки, где толщина стенки 0,7 мм, устанавливают сердечники из стали 80Г13Н6 длиной 400 мм. После прессования пруток дааметром 55 мм отжигают, а затем из каналов утем растяжения извлекают сердечни ки.. . Размеры поперечного сечения прутков, подученных с помощью предлагаемой заготовки, и прутков, изготовенных по известному способу привеены в таблице., Межцентровое Уменьшение внешнего днаметра трубрасстояниеки от его максимальканалов,мм ного значения, % ----- -5 О28,5-32,5 4028,4-32,1 .5028,7-30,7 6029-30,5. 7729-30,0 1Q52336 4 Продолжение таблйии .-jj g 29-30,3 90 28,5-30,0 Разрушение трубок. 0Как видно из данных таблицы,меж- центровое расстояние каналов в первом случае колес лется-в пределах 29-30 мм. . -во втором - 28,5-32,5 мм. Предлагаемая заготовка позволяет 5 получать прутки с высокой точностью размеров их сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стальных биметаллических труб | 1986 |
|
SU1569144A1 |
| Контейнер для экструзии порошков | 1983 |
|
SU1148710A1 |
| Способ изготовления стальных прутков из металлического порошка | 1987 |
|
SU1611571A1 |
| Способ изготовления прутков с внутренними каналами | 1981 |
|
SU969354A2 |
| Способ изготовления изделий из порошков быстрорежущих сталей | 1988 |
|
SU1567651A1 |
| Способ изготовления составных дисков | 1986 |
|
SU1416239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ПРОВОДОВ | 2005 |
|
RU2285966C1 |
| Заготовка для изготовления деформирования прутков с внутренними каналами | 1978 |
|
SU735371A1 |
| Заготовка для деформации металлических порошков | 1982 |
|
SU1046020A1 |
| ТЕПЛОСТАБИЛИЗИРОВАННЫЙ СВЕРХПРОВОДНИК НА ОСНОВЕ СОЕДИНЕНИЯ NbSn (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2378728C1 |
ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРУТКОВ С ВНУТРЕННИМИ КАНАЛМ1И, со- , держащая контейнер с крышками, заполненный порошком, и сердечник, отличающая ся тем, что, с целью повышения точности сечения прутков, она снабжена трубками постоянного внутреннего диаметра и переменного наружного диаметра, причем наружный диаметр верхней части на длине, равной величине осадки, выполнен на 50-80% меньше диаметра на остальной части, а сердечник раэме-. щен в верхней части трубки и длина i его короче длины трубки на величину осадки заготовки. § О о 00 со оь 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения заготовки для экструзии изделий из порошка | 1977 |
|
SU724275A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для прессования изделий с осевым отверстием | 1977 |
|
SU622575A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
