(54) СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых гофрированных профилей | 1981 |
|
SU944708A1 |
| Способ изготовления профилей с гофрами | 1980 |
|
SU893309A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА С ПОПЕРЕЧНЫМИ ГОФРАМИ НА СТЕНКЕ | 1992 |
|
RU2006316C1 |
| Способ изготовления гофрированных профилей | 1988 |
|
SU1593729A1 |
| Способ изготовления профилей высокой жесткости | 1989 |
|
SU1722652A1 |
| Способ изготовления профилей высокой жесткости | 1980 |
|
SU867457A1 |
| Способ изготовления гнутых гофриро-ВАННыХ пРОфилЕй | 1974 |
|
SU493082A1 |
| Клеть профилегибочного стана | 1977 |
|
SU940907A1 |
| Способ изготовления гнутых профилей проката | 1989 |
|
SU1632560A1 |
| Способ изготовления профилей с гофрами жесткости | 1970 |
|
SU308608A1 |
1
Изобретение относится к обработке металлов давлением, в частности к изготовлению гофрированных профилей проката на профилегибочных станах.
Известен способ изготовления гофрированных профилей проката путем формовки вытяжкой гофров центрального участка при зажатых плоских боковых участках 1.
Однако в ряде случаев при формообразовании листовых гофрированных профилей не представляется возможным надежно зажать в валках крайние участки профиля и отформовать гофры за счет местной вытяжки металла без утяжки по ширине материала заготовки, что в конечном счете приводит к возникновению волнистости на плоских участках, искажению формы профиля, а также вызывает необходимость в увеличении ширины заготовки.
Цель изобретения - повышение качества профилей и экономия металла.
Для достижения цели при изготовлении гофрированных профилей путем многопереходной формовки вытяжкой гофров центрального участка при зажатых боковых участках, на первых переходах на плоских
боковых участках, предназначенных для зажатия, формуют технологические гофры большей глубины и меньшей ширины, чем основные гофры центрального участка, а на последних переходах технологические гофры освобождают от зажатия и переформовывают в основные.
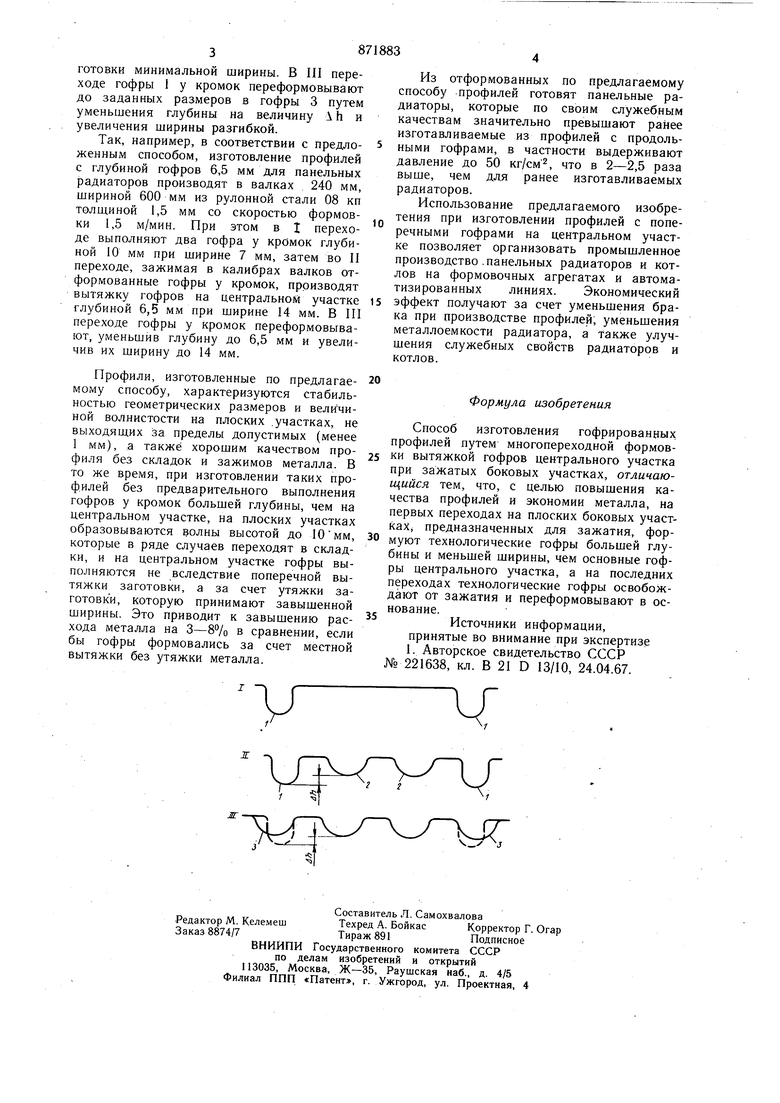
На чертеже показана предлагаемая схема изготовления гофрированных профилей по переходам.
Первоначально в I переходе на плоской
10 заготовке отформовывают два продольно ориентированных гофра 1 у кромок большей глубины и соответственно меньшей ширины, чем заданные. Затем во II переходе, зажимая в калибре валков отформованные гофры 1, производят вытяжку гофров 2
15 центрального участка. В связи стем, что глубина гофров 1 у кромок больше, чем глубина гофров 2 центрального участка на величину h, зажатие отформованных гофров 1 начинается до начала вытяжки и на отрезке большем, чем длина очага
20 деформации при вытяжке гофров 2. Это обеспечивает качественное выполнение профиля без утяжки металла в зону отформовки гофров центрального участка из за
