Изобретение относится к способам штамповки деталей из листового материала и может быть использовано в различных отраслях машино- и приборостроения.
Известен способ последовательной штамповки деталей из листового материала, заключающийся в том, что вырубают одну или несколько заготовок, расположенных через одну в одном ряду, перпендикулярно направлению подачи материала, а на следующем переходе отделяют остальные заготовки от материала. Заготовки, вырубаемые на первом переходе, получают с размерами, превышающими номинальные на величину, равную верхнему значению допуска, а на следующем переходе - с размерами меньше номинальных.
Этот способ позволяет получать детали, только имеющие форму прямоугольников.
Ближайшим по совокупности существенных признаков к предложенному является способ последовательной штамповки из листового материала деталей типа пластин с чередующимися выступами и углублениями. В соответствии с этим способом производят прямой встречный раскрой деталей. На первом переходе вырубают участки материала, расположенные между контурами элементов получаемых деталей, и при этом образуют соответствующие части контуров, затем отделяют от заготовки одну пластину, а на одном из следующих переходов отделяют другую пластину, расположенную встречно в другом ряду.
Недостатком известного способа является невысокое качество получаемых деталей за счет возможного образования заусенцев в углах между выступами и углублениями.
Целью изобретения является получение качества деталей.
Эта цель достигается тем, что при последовательной штамповке из листового материала плоских пластин с чередующимися выступами и углублениями производят прямой встречный раскрой, вырубают участки материала, лежащие между контурами встречно расположенных деталей, и эти участки получают с размерами в направлении, перпендикулярном направлению перемещения материала, превышающими номинальные размеры междетального расстояния на этом участке на величину, равную максимальному значению допуска. Затем отделяют от заготовки пластину с размерами в том же направлении, отличающимися от номинальных на величину максимального значения допуска. На третьем переходе отделяют деталь, расположенную встречно в другом продольном ряду. Эту деталь получают с размерами в упомянутом направлении, отличающимися в пределах поля допусков от соответствующих размеров деталей, полученных на предыдущем переходе.
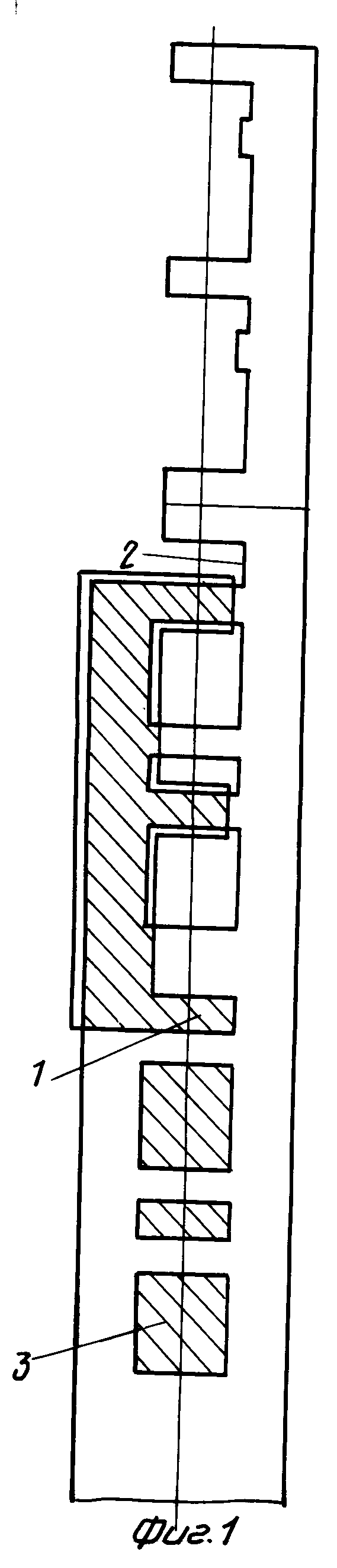
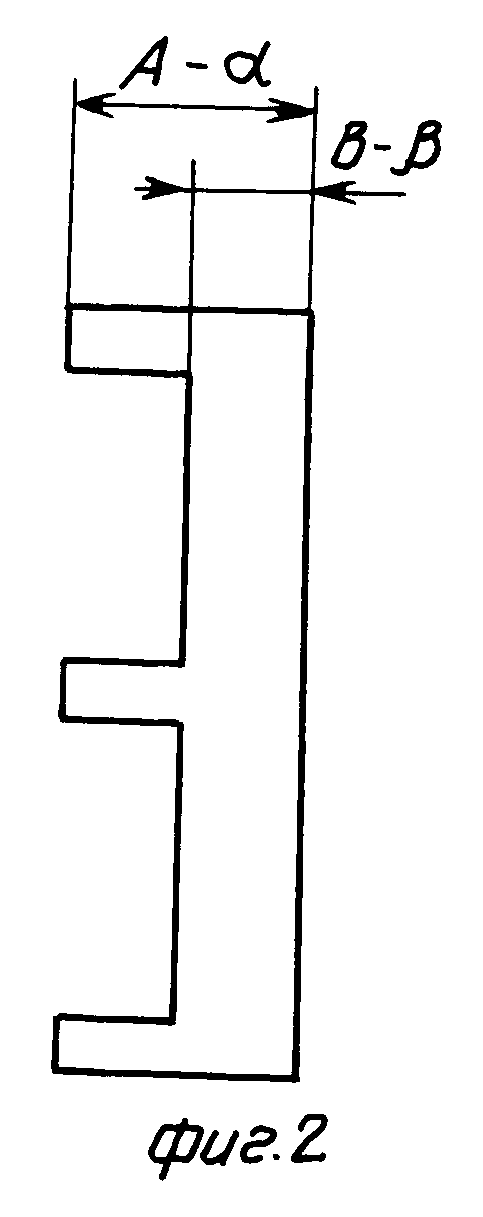
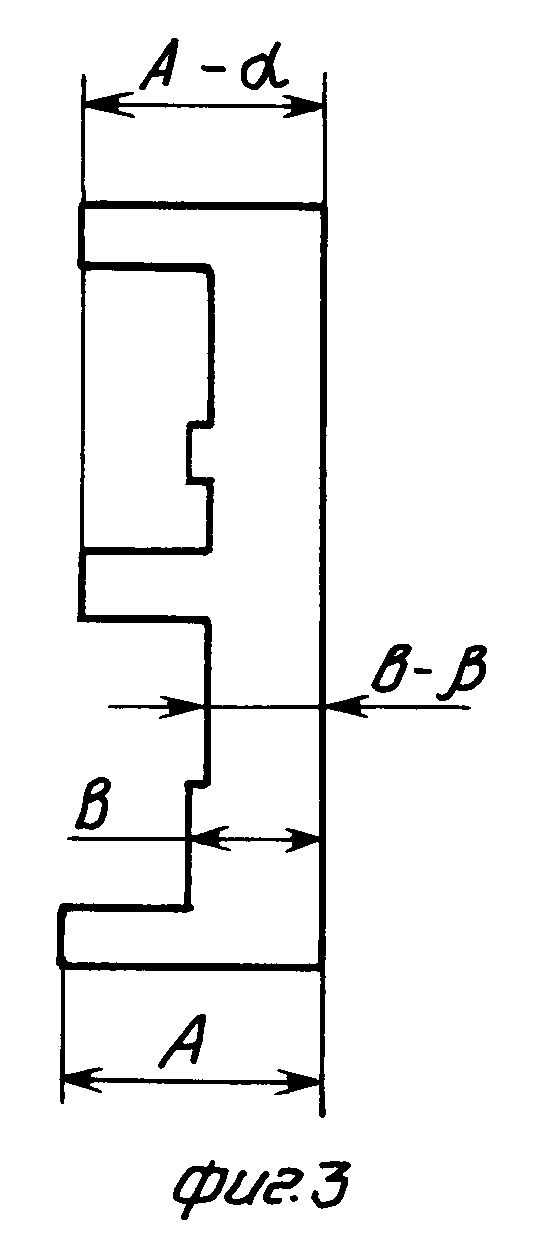
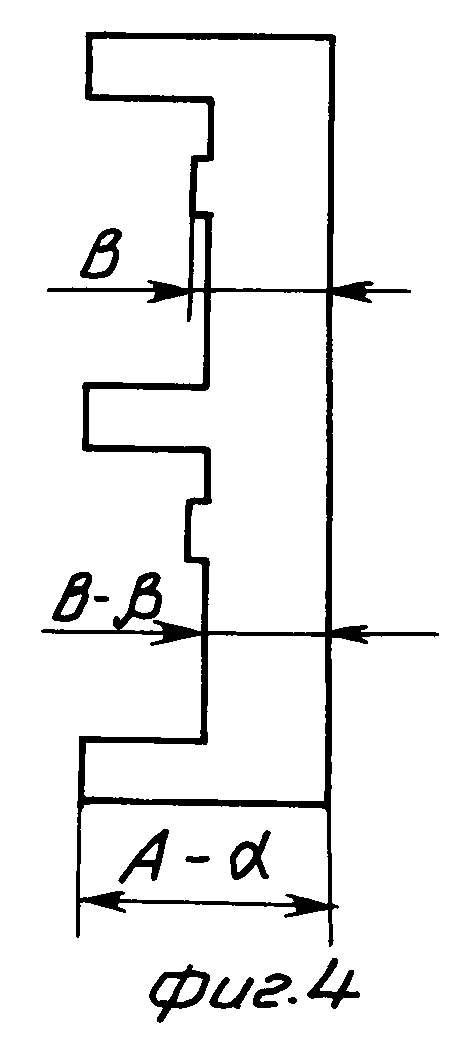
На фиг.1 показана схема раскроя; на фиг.2 - получаемая деталь; на фиг.3 - полуфабрикат, полученный после второго перехода; на фиг.4 - полуфабрикат, полученный после третьего перехода.
Способ осуществляют следующим образом.
Производят встречный прямой раскрой. Выступы 1 получаемых заготовок размещают в углублениях 2 другой заготовки, размещаемой в другом ряду, параллельном направлению перемещения при последовательной штамповке. Вырубают участки 3 материала, лежащие между контурами элементов встречно расположенных пластин, и при этом образуют части контуров соответствующих элементов. Размеры вырубаемых участков 3 в направлении, перпендикулярном направлению перемещения материала, выполняют превышающими номинальные размеры междетального расстояния на этом участке на величину, равную максимальному значению допуска. На следующем переходе от заготовки отделяют путем отрезки пластину, имеющую в указанном выше направлении размеры, отличающиеся от номинальных на величину максимального значения допуска. На третьем переходе отделяют другую пластину, расположенную встречно в другом ряду. Эта пластина имеет размеры в упомянутом направлении, отличающиеся в пределах поля допуска от соответствующих размеров деталей, полученных на втором переходе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ последовательной штамповки прямоугольных заготовок | 1979 |
|
SU871907A1 |
| Штамп для гибки трехгранных угольников из листовых заготовок | 1984 |
|
SU1278084A1 |
| Устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала | 1974 |
|
SU1041193A1 |
| Устройство для параллельной четной кратности листовой штамповки деталей | 1974 |
|
SU1512695A1 |
| Способ последовательной штамповки | 1988 |
|
SU1549640A1 |
| Способ параллельной штамповки деталей из листового материала и штамп для его осуществления | 1974 |
|
SU1129002A1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ П-ОБРАЗНОЙ ФОРМЫ | 1991 |
|
RU2009745C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОЛИСТОВОЙ ЗАГОТОВКИ | 1997 |
|
RU2118220C1 |
| Устройство для последовательной малоотходной вырубки | 1991 |
|
SU1773534A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
Использование: при штамповке пластин из листового материала. Сущность изобретения: производят встречный прямой раскрой пластин с чередующимися выступами и углублениями. Последовательно производят вырубку участка между элементами встречно расположенных пластин, отделяют от материала пластину из одного ряда, отделяют пластину из другого ряда. Вырубают участок с размерами больше номинальных размеров междетального расстояния на этом участке. На втором переходе отделяют пластину с размерами в том же направлении, отличающимися от номинальных. На третьем переходе отделяют деталь с размерами в том же направлении, отличающимися от полученных на втором переходе. 4 ил.
СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ из листового материала деталей типа плоских пластин с чередующимися выступами и углублениями, при котором производят встречный прямой раскрой, вырубают участки материала, лежащие между контурами элементов встречно расположенных деталей, и при этом образуют соответствующие части контуров, затем отделяют от заготовки пластину, а на одном из следующих переходов отделяют другую пластину, расположенную встречно в другом продольном ряду, отличающийся тем, что участки материала, расположенные между контурами элементов, вырубают с размерами в направлении, перпендикулярном к направлению перемещения материала, превышающими номинальные размеры междетального расстояния на этом участке на величину, равную максимальному значению допуска, детали, отделяемые на следующем переходе, получают с размерами в том же направлении, отличающимися от номинальных на величину максимального значения допуска, на третьем переходе получают деталь с размерами в том же направлении, отличающимися в пределах поля допусков от соответствующих размеров деталей, полученных на предыдущем переходе.
| Романовский В.П | |||
| и Дагелайская Н.А | |||
| Последовательная штамповка в ленте | |||
| М.: Машгиз, 1962, с.16 и 17, фиг.5б. |
