1
Изобретение относится к обработке металлов давлением, в частности к штампам совмещенного действия для изготовления деталей гибкой из полосового материала.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является штамп совмещенного действия, содержащий смонтированные на одной плите вырубную матрицу, гибочный пуансон и прижим и установленную на другой плите пуансон-матрицу. Гибочный пуансон жестко закреплен на несущей его плите, а его ра&очий торец и торец прижима расположены выступаюпшми за торец вырубной матрицы в направлении рабочего хода штампа l
Известный штамп характеризуется значительной трудоемкостью при работе, а именно при перешлифовке . пившейся в процессе эксплуатации рабочей плоскости вырубной матрицы, так как невозможно перешлифовать матрицу в сборе с несущей ее плитой изза выступающего гибочного пуансона и прижима.
Цель изобретения - снижение трудоемкости при ремонте штампа.
Цель достигается тем, что в штампе, содержащем смонтированные на одной плите вырубную матрицу, гибочный пуансон и прижим и установленну1р на
10 другой плите пуансон-матрицу, гибочный пуансон смонтирован с возможностью установочного перемещения в направлении оси штампа и выполнен с пазом на боковой поверхности, а
15 штамп снабжен закрепленной в плите, несущей гибочный пуансон, с возможностью перемещения в направлении оси штампа резьбовой втулкой с фланцем, размещенным в пазу гибочного
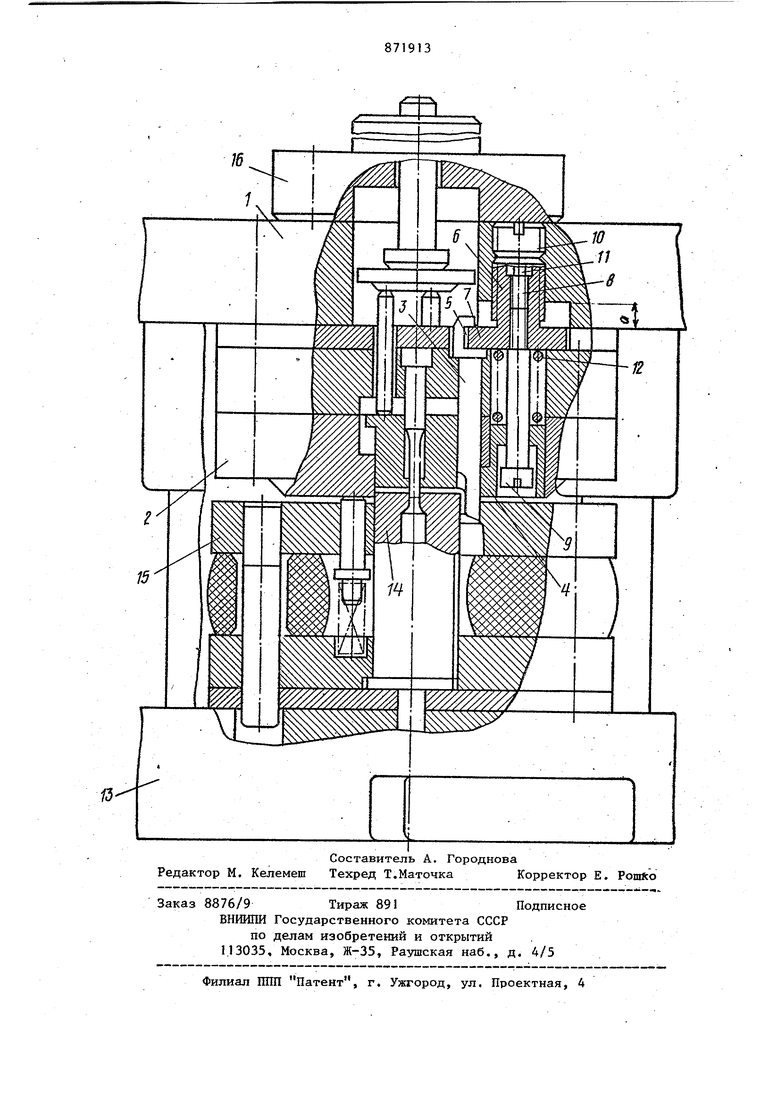
30 пуансона, и фиксатором связанным неподвижно с резьбовой втулкой и с возможностью огра:ниченного относительного перемещения с прижимом. 3 На гертеже изображен предлагаемый штамп. На верхней плите t штампа эакрепл шл вырубная матрица 2, гибочный пуан сов 3 и прижим 4. Цуаисоя 3 смонтирсваи с возможностью перемещения в яапргавлешш оси итампа и выполнен е пазом 5 на боковой поверхности. На верхней плите I закреплена также с . возмо:шосгыо перемещения в направлейвда оси штампа резьбовая втулка 6 е 4шаицем 7 размещенным в пазу 5 ги пуансона 3. С резьбовой втудасой 6 подвижно связан посредством контрящего винта 8 фиксатор шшт 9. Резьбовая втулка 6 закреплена в верхней няите с помощью рез&бовой {робки to и вьшолнена с шестйградашм углублением П под ключ {на чертеже не показан).Прижим А, подпружиненный пружиной 12, подвижно укреплен в отверстии вырубной матряирл 2 на ксаторе 9. На нижией шште 13 штампа неподвижно за реплана пуансои-матрица 14 и смонтир ван съемник 15. На верхней плите 1 устааовлен хвостовик 16. Для полного утаплива{шя гибочного пуансона , 3 глубина выемки в верхней плите I itOjEt фланец 7 втулки б, равная а долж на быть не менее высоты выступакщей части гибочного пуансона 3. Штам работает следующм образом. В ибходнхж положении пуансон-мат рица 14 и съемник 15 находятся на о ном уровне. При рабочем ходе верхне ПШ1ТЫ I заготовка вначале прижимает ся прняонмом 4 и гибочным пуансоном ксъемнику I5 и яуансон-матрице 14; При дальнейшем перемещении верхней части штампа вшгз происходо т последовательно надсечка части контура д при взаимодействии гибочного пуансона 3 и съемщска 15, отгиб от.сече{шЫ части вокруг скругленной грани пуансон-матрицы 14 и вырубка .изделия по оставшемуся контуру с П| оби0кой отверстия. При под;ь€ме верхней части все рабочие Инструмен ты штайса во зврацаются в. исходное по жение, а готовая деталь выталкиваёгея из полости вырубной матрицы 2. Подготовка штампа к перешлифовке рабочей плоскости матрицы осуществляется следуищ1м образом. После снятия хвостовика 16 ввинчивается резьбовая пробка 10, стопорящая втулку 6 в нижнем положении. Затем в шестигранное углубление I1 вставляется ключ, с помощью которого втулка 6 вывинчивается на глубину выемки а. Своим фланцем 7 втулка 6 тяне- за собой вверх гибочный пуансон 3, а жестко закрепленный во втулке 6 Фиксатор 9. поднимаясь вместе с ней, поднимает за .собой прижим 4- Рабочая плоскость вырубной матриць 2, освобождаясь от выступающих частей пуансона 3 и прижима 4, готова для перетпифовки. Использование предлагаемого штампа позволяет, не проводя полной разборки верхней части штампа, подготовить рабочую поверхность матрицы к перевишфовке, В результате чего значительно снижается трудоемкость при ремонте. Время, затрачиваемое на зтот ремонт, сокращается в четыре раза. Формула изобретения Штамп совмещенного действия, содержащий смонтированнь е на одной плите вырубную матрицу, гибочный пуансон и прижим и установленную на другой плите пуансон-матрицу,о т л и чающийся тем. что, с целью снижения трудоемкости при ремонте штампа, гибочный пуансон смонтирован с возможностью установочного пе-. ремещения в направлении оси штампа и выполнен с пазом на боковой поверхности, а штамп снабжен закрепленной в плите, несущей гибонный пуансон, с возможностью перемещения в направлении оси штампа резьбовой втулкой с фланцем, размещенным в пазу гибоч-f ного пуансона, и фиксатором, связанным неподвижно с резьбовой втулкой и с возможностью ограниченного относительного перемещения с прижимом. Источники информации, принятые во вшшание при зкспертизе 1, Авторское свидетельство (XJCP № 687229, кл. В 21 О 35/10, 22.05.78.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Штамп совмещенного действия для вырубки и гибки заготовок из полосового материала | 1979 |
|
SU871911A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для гибки | 1979 |
|
SU845965A1 |
| Штамп для вытяжки и формовки | 1978 |
|
SU733797A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |