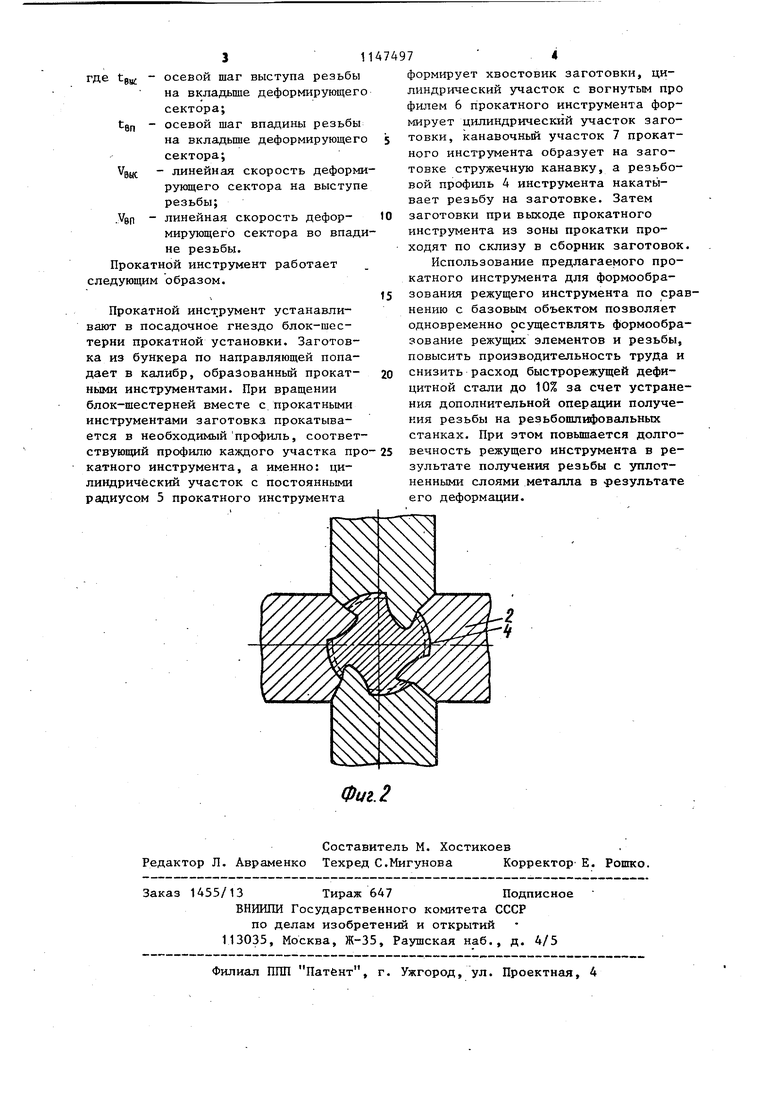
I Изобретение относится к обработ металлов давлением и может быть использовано при изготовлении точных заготовок режущего инструмента тип метчиков. Известен накатный инструмент для изготовления режущего инструмента типа метчика, выполненный в виде резьбонакат 1ых роликов, устанавливаемых в корпус и образующих накатную головку, которая крепится в резцедержателе токарного станка. Инструментом образуют на заготовке метчика резьбу до формообразования стружечных канавок, которое получают последующим фрезерованием или шлифованием в зависимости от типоразмера 1 . Недостатком этого инструмента является невозможность получения резьбы на режущем инструменте с одн временным формообразованием стружеч ных канавок, что приводит к увеличению трудоемкости изготовления режущего инструмента, .Известен прокатной инструмент д/1Я формообразования режущего инструмента, содержащий опорньй валок, на котором установлен деформирующий сектор, позволяющий формообразовать хвостовую часть режущего инструмента в виде квадрата и рабочую часть в виде канавок и перьев 2. Однако известньй прокатной инструмент не позволяет формообразовать режущие элементы метчиков с одно именным получениемрезьбы. Цель изобретения - расширение, технологических возможностей режущего инструмента и экономия быстрорежущей стали. Указанная цель достигается тем, что в прокатном инструменте для фор мообразования режущего инструмента содержащем опорньй валок, на котором установлен деформирующий сектор последний снабжен вкладьщ1ем, на рабочей поверхности которого вьшолнен резьбовой профиль с шагом высту па резьбы, определяемым по следующе зависимости VSMC- Ven ВШс tgp ( 1 где tgy - осевой щаг выступа резьбы на вкладьшге деформирующег сектора; i 7 tun - осевой шаг впадины резьбы во вкладьше деформирующего сектора; , Vsbic - линейная скорость деформирующего сектора на выступе резьбы; Vgf, - линейная скорость деформирующего сектора во впадине резьбы. На фиг, 1 показана конструкция прокатного инструмента для формообразования режущего инструмента; на фиг. 2 - прокатной инструмент в рабочем положении. Прокатной инструмент для формообразования режущего инструмента в четырехвалковом калибре продольной прокатки содержит опорный валок 1, зафиксированный в посадочное гнездо блок-щестерни прокатной установки (не показано), На опорном валке 1 установлен деформирующий сектор 2 с вкладышем 3, На рабочей поверхности вклал Ш1а 3 вьшолнен резьбовой профиль 4. Рабочая поверхность деформирующего сектора 2 имеет следующие участки: цилиндрический участок с постоянным радиусом 5, цилиндрический участок :С вогнутым профилем 6 и участок канавочного 7. Участок 7 может быть вьшолнен как на самом деформирующем секторе 2, так и на рабочей поверхности вкладьша 3 (фиг, 1). Вкладьш 3 зафиксирован в секторе 2 с помощью известных средств, например с помощью специальных клеев или болтов, проходящих через сквозные отверстия сектора 2 в резьбовые глухие отверстия вкладыша 3, Для замены вкладыша 3 при клеевом варианте соединения (фиг. 1), деформирующий сектор нагревают до 200-400С в зависимости от марки клея. Шаг резьбы на изделии при прокатке отличается от шага на прокатном инструменте, вследствие различных линейных скоростей заготовки и прокатного инструмента на выходе из калибра. Для получения на режущем инструменте точной резьбы резьбовой профиль на вкладьш1е вьшолняется с шагом выступа резьбы, определяемым следующей зависимостью: Vest V0)j вл 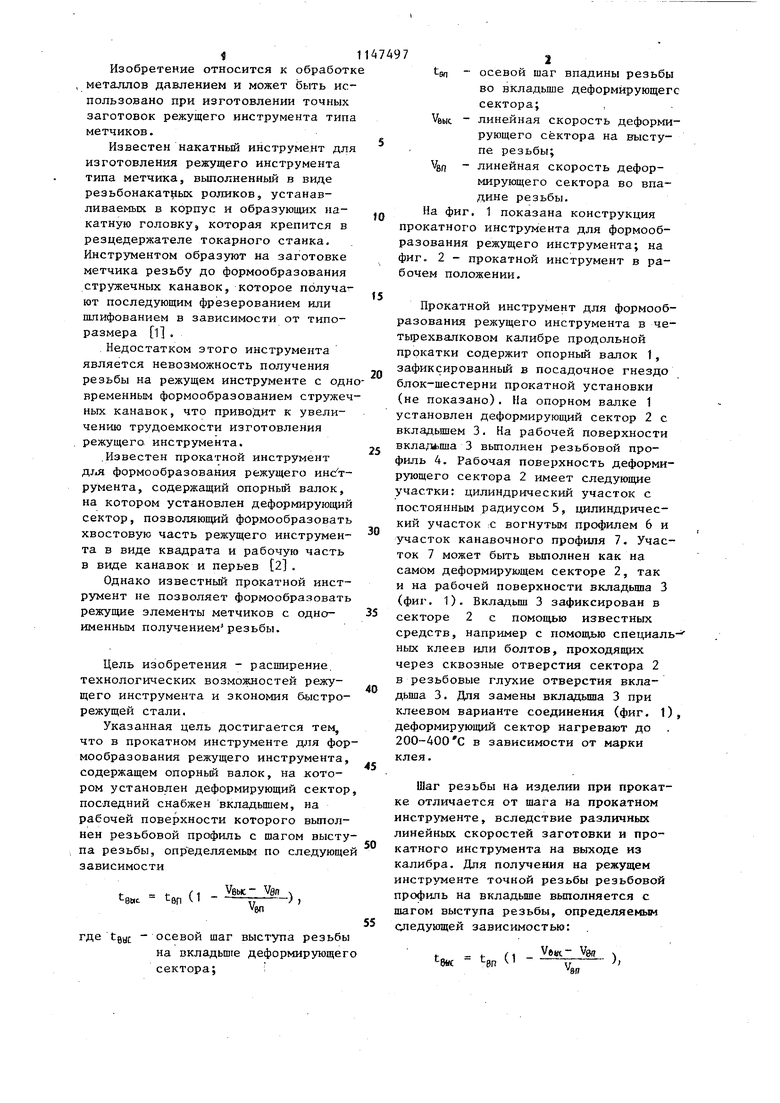
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
| Инструмент для накатывания зубчатых профилей | 1983 |
|
SU1228952A1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2134183C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| Способ формирования рабочей части бесстружечных метчиков | 1984 |
|
SU1340878A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СБОРНАЯ РЕЗЬБОВАЯ ГОЛОВКА ДЛЯ ПЛАНЕТАРНОГО ФОРМООБРАЗОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2011 |
|
RU2453406C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| ИНСТРУМЕНТ ДЛЯ ВОССТАНОВЛЕНИЯ КОНИЧЕСКИХ РЕЗЬБ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 1998 |
|
RU2141890C1 |
ПРОКАТНЫЙ ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА, содержащий опорный валок, на котором установлен деформирующий сектор, отличающийся тем, что, -с целью расширения его технологических возможностей и экономии быстрорежущей стали, деформирующий сектор снабжен вкладышем, на рабочей поверхности которого выполнен резьбовой профиль с шагом выступа резьбы, определяемым по следующей зависимости: Veiic-Ven tsMt ten ( 1 -), Ven где tf - осевой шаг выступа резьбы на кладьш1е деформирующего сектора; tgn осевой шаг впадины резьбы на вкладыше деформирующего сектора; Vgac. - линейная скорость деформирующего сектора на выступе резьбы; (Л Vgf) - линейная скорость деформи)ующего сектора во впадине резьбы. 4ik CD 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Головка для накатывания резьбы на метчиках | 1977 |
|
SU701736A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ТИПА МЕТЧИКОВ | 0 |
|
SU383505A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
