Группа изобретений относится к области металлургического машиностроения и может быть использована при производстве изделий сложной конфигурации, преимущественно из алюминиевых сплавов, методом тиксотропного формования - тиксоштамповкой.
Исходную заготовку получают непрерывным литьем с постоянным перемешиванием расплава, что обеспечивает металлу заготовки глобулярную микроструктуру.
Тиксоштамповка - это технологический процесс, включающий нагрев предварительно глобулированной заготовки до твердожидкого состояния и ее деформирование в штампах. Данная технология позволяет получать точные изделия с высокими механическими свойствами, малыми энергозатратами за счет снижения усилий штампования (см. журнал «Металлургия машиностроение» №1, 2001 г. с.36-43).
Известен способ штамповки изделий с внутренним отверстием прошивкой в закрытом штампе, включающий прошивку с одновременным подпором кольцевыми пуансонами и последующую доштамповку изделия воздействием на кольцевые пуансоны, а устройство для штамповки содержит закрытый штамп с пуансонами для прошивки и подпора деформируемого металла (SU 419289 А, B21J 5/10, 07.08.1974).
Недостатком известного способа является то, что эту операцию штамповки можно проводить только на специальных многоплунжерных прессах.
Известен способ получения изделий с полостями тиксоштамповкой, включающий деформирование заготовки в закрытом штампе на прессе (RU 2356677 С2, B21J 5/06, 27.05.2009). Закрытый штамп для получения изделий с полостями тиксоштамповкой содержит контейнер, матрицу, установленный с возможностью продольного перемещения толкатель.
Техническим результатом, обеспечиваемым изобретениями, является повышение качества изделий сложной конфигурации при их изготовлении на обычных прессах тиксоштамповкой за счет обеспечения равномерного заполнения металлом заготовки всех полостей матрицы.
Для достижения указанного технического результата в способе получения изделий с полостями тиксоштамповкой, включающем деформирование заготовки в закрытом штампе на прессе, в соответствии с изобретением деформирование заготовки осуществляют путем ее прошивки верхним пуансоном для прошивки и нижним неподвижным пуансоном штампа с одновременным подпором деформируемого металла и последующей доштамповки, при этом подпор деформируемого металла осуществляют толкателем штампа при его перемещении вниз под давлением металла с образованием полости для избыточного металла, а доштамповку производят путем воздействия толкателем на избыточный металл, при этом диаметр толкателя dт определяют из зависимости:
где Рт - усилие толкателя;
Рпр - усилие пресса;
Dп - диаметр верхнего пуансона для прошивки.
Закрытый штамп для получения изделий с полостями тиксоштамповкой, содержащий контейнер, матрицу, установленный с возможностью продольного перемещения толкатель, снабжен верхним пуансоном для прошивки и нижним неподвижным пуансоном, выполненным с полостью, толкатель установлен в упомянутой полости нижнего пуансона и снабжен гидроцилиндром, привод которого выполнен с регулируемым предохранительным клапаном, настроенным на необходимое давление подпора толкателя.
Изобретения поясняются графическими материалами, где показаны:
фиг.1 - начало штамповки прошивкой;
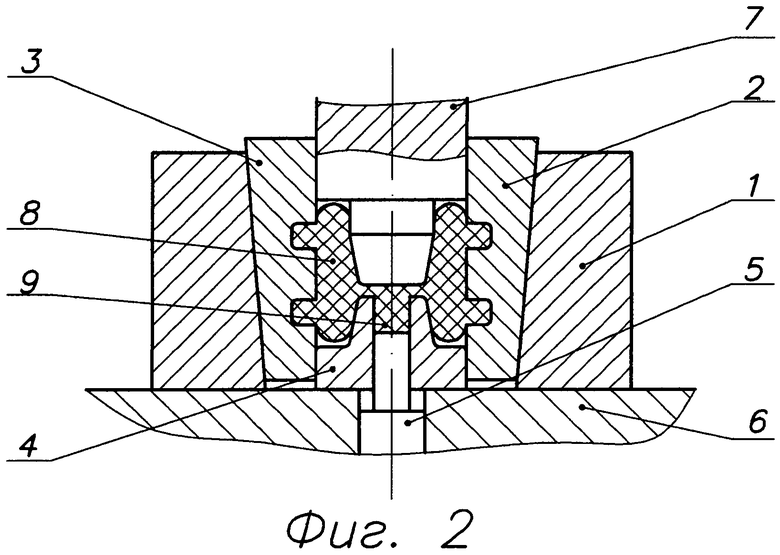
фиг.2 - окончание штамповки прошивкой;
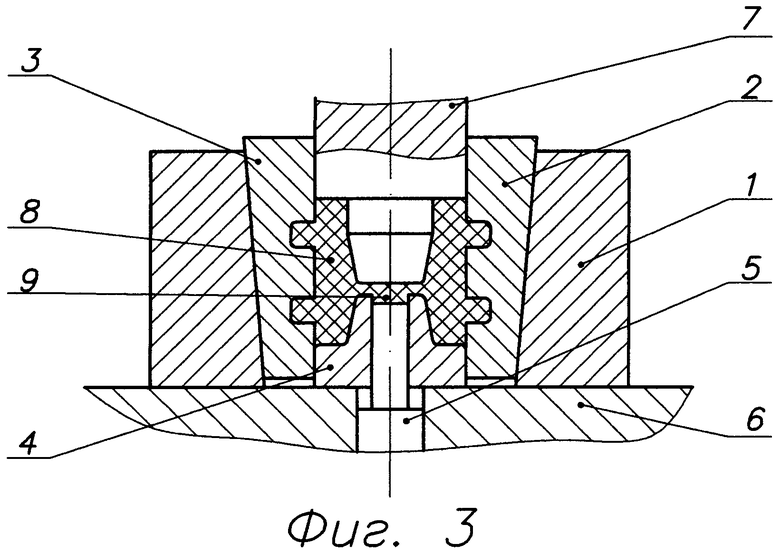
фиг.3 - доштамповка.
Закрытый штамп состоит из контейнера 1, внутри которого устанавливаются две полуматрицы 2, 3 и нижний неподвижный пуансон 4 со штоком толкателя 5 внутри него. Контейнер 1 устанавливается на нижней поперечине пресса 6. Верхний пуансон для прошивки 7 устанавливается на подвижной поперечине пресса (на фиг. не показан).
Способ тиксоштамповки осуществляют следующим образом. Предварительно полученную заготовку 8 с глобулярной структурой нагревают до температуры штамповки и помещают в закрытый штамп. При ходе пресса верхний пуансон для прошивки 7 осаживает металл заготовки 8 и перемещает его, заполняя полости, образованные в сомкнутых полуматрицах 2, 3 штампа.
Деформирование металла заготовки 8 ведется с подпором, обеспечивающим равномерное заполнение металлом всех полостей полуматриц 2, 3. Избыточный металл и металл, не заполнивший вследствие недостаточного усилия штамповки отдельные места полостей полуматриц 2, 3, перемещается в полость 9, образованную при перемещении вниз штока толкателя 5 в нижнем неподвижном пуансоне 4. Необходимое давление подпора толкателя 5 достигается регулируемым предохранительным клапаном (на фиг. не показан), установленным в приводе (на фиг. не показан) гидроцилиндра толкателя 5.
Для обеспечения доштамповки изделия 8 необходимо создать значительно большие удельные усилия штамповки. Это достигается тем, что диаметр толкателя 5 выбирается из условия, что удельные усилия, создаваемые в полостях полуматриц 2, 3, при ходе толкателя 5 в 2…4 превышают удельные усилия, создаваемые пуансоном 7 при прошивке.
Таким образом, если удельные усилия, создаваемые пуансоном для прошивки,  , а удельные усилия, создаваемые толкателем при доштамповке,
, а удельные усилия, создаваемые толкателем при доштамповке,  то окончательно зависимость для определения диаметра dт толкателя можно представить в виде:
то окончательно зависимость для определения диаметра dт толкателя можно представить в виде:
где Рт - усилие толкателя;
Рпр - усилие пресса;
Dп - диаметр верхнего пуансона для прошивки.
Интервал от 2 до 4 выбран из следующих соображений. Нижний предел «2» обеспечивает необходимое усилие для доштамовки. Верхнее значение «4» ограничивается прочностью штамповой оснастки.
Заявленные способ и штамп для получения изделий тиксоштамповкой позволяют расширить технологические возможности за счет получения изделий сложной конфигурации, например с несимметричными полостями и сквозными внутренними отверстиями, повысить качество изделий за счет проведения операции доштамповки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ ЗАГОТОВОК С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2011 |
|
RU2459683C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| ТИКСОЗАГОТОВКА, СПОСОБ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ШТАМПОВКИ | 2010 |
|
RU2434706C1 |
| СПОСОБ ЗАКРЫТОЙ ШГА.\\ПОВКИ | 1971 |
|
SU419289A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2396141C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для безоблойной объемной штамповки | 1984 |
|
SU1250374A1 |
Группа изобретений относится к области металлургии и может быть использована при изготовлении изделий сложной формы, преимущественно из алюминиевых сплавов, тиксоштамповкой. Заготовку деформируют в закрытом штампе на прессе. Производят прошивку заготовки верхним пуансоном для прошивки и нижним неподвижным пуансоном штампа. Одновременно обеспечивают подпор деформируемого металла толкателем штампа при его перемещении вниз под давлением металла. При этом образуется полость для избыточного металла. Затем производят доштамповку заготовки путем воздействия толкателем на избыточный металл. При этом диаметр толкателя определяют из приведенной зависимости. В результате обеспечивается равномерное заполнение металлом заготовки всех полостей матрицы, что позволяет повысить качество изделий сложной формы. 2 н.п. ф-лы, 3 ил.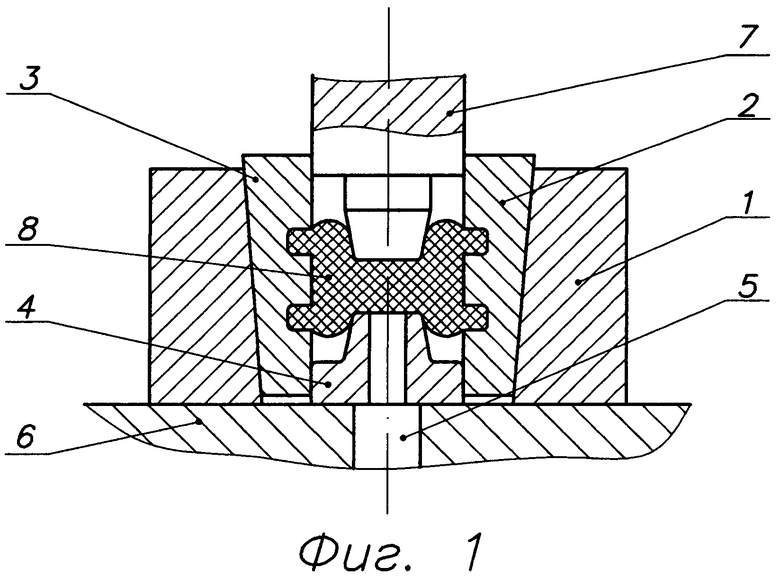
1. Способ получения изделий с полостями тиксоштамповкой, включающий деформирование заготовки в закрытом штампе на прессе, отличающийся тем, что деформирование заготовки осуществляют путем ее прошивки верхним пуансоном для прошивки и нижним неподвижным пуансоном штампа с одновременным подпором деформируемого металла и последующей доштамповки, при этом подпор деформируемого металла осуществляют толкателем штампа при его перемещении вниз под давлением металла с образованием полости для избыточного металла, а доштамповку производят путем воздействия толкателем на избыточный металл, при этом диаметр толкателя dт определяют из зависимости:
,
где Рт - усилие толкателя;
Рпр - усилие пресса;
Dп - диаметр верхнего пуансона для прошивки.
2. Закрытый штамп для получения изделий с полостями тиксоштамповкой, содержащий контейнер, матрицу, установленный с возможностью продольного перемещения толкатель, отличающийся тем, что он снабжен верхним пуансоном для прошивки и нижним неподвижным пуансоном, выполненным с полостью, толкатель установлен в упомянутой полости нижнего пуансона и снабжен гидроцилиндром, привод которого выполнен с регулируемым предохранительным клапаном, настроенным на необходимое давление подпора толкателя.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| ЗАКРЫТЫЙ ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ С ЩЕЛЕВЫМИ КОМПЕНСАТОРАМИ | 2004 |
|
RU2281181C2 |
| СПОСОБ ЗАКРЫТОЙ ШГА.\\ПОВКИ | 1971 |
|
SU419289A1 |
| Штамп для штамповки закрытой прошивки изделий типа втулок | 1976 |
|
SU616025A1 |
| Способ получения -замещенных амидов карбоновых кислот | 1975 |
|
SU710515A3 |
| US 3561242 А, 09.02.1971. | |||

