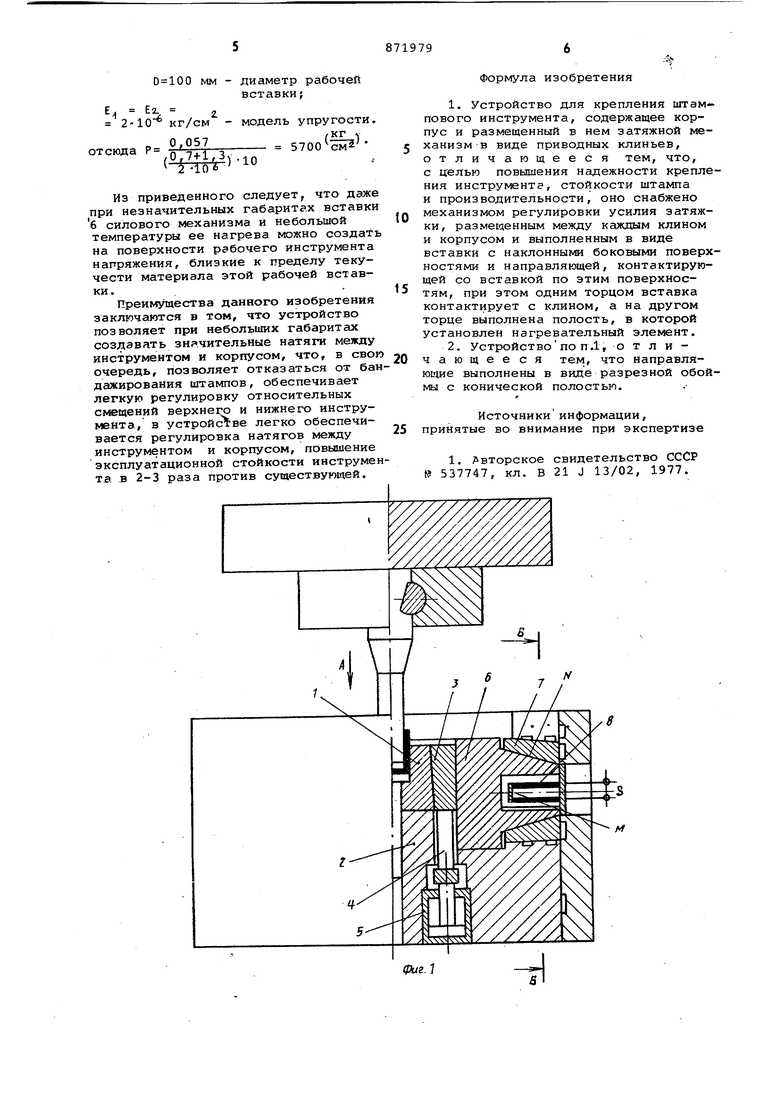
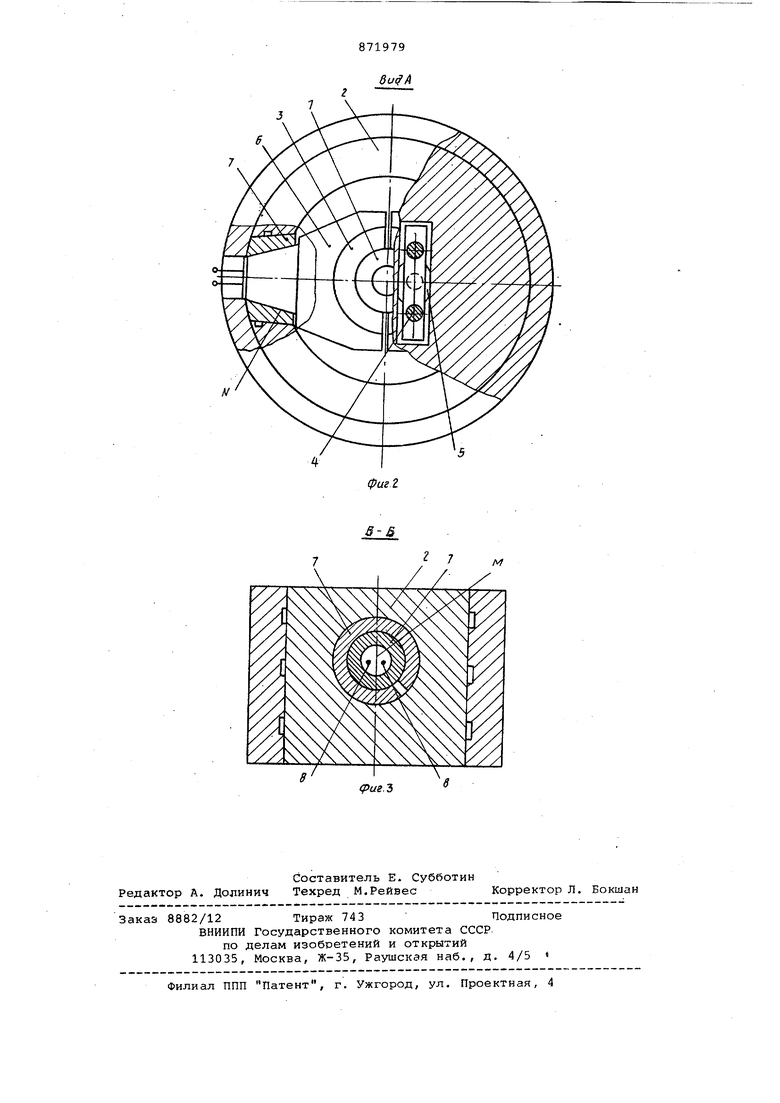
Изобретение относится к обработке металлов давлением, а именно к конст рукции устройств для крепления штамп вого инструмента. Известно устройство для крепления штампового инструмента, содержащее корпус и размещенный в нем в направляющих затяжной механизм в виде клиньев, связанных с приводом fl. Посредством данного устройства ТРУДНО обеспечить требуемые значител ные натяги между рабочим штамповым инструментом и корпусом, что привод к недостаточной надежности креплени и вызывает снижение стойкости инструмента и производительности. Цель изобретения - повЕЛшение надежности крепления инструмента, стойкости штампа и производительнос при эксплуатации. Поставленная цель достигается те что устройство снабжено механизмом регулировки усилия затяжки инструмента, размещенным меясду каждьам клином и корпусом и выполненным в виде вставки с наклонными боковыми поверхностями и направляющей, контактирующей со вставкой по этим поверхностям, при этом одним торцом вставка контактирует с клином, а на другом торце выполнена полость, в которой установлен нагревательный элемент. Направляющие могут быть выполнены в виде разрезной обоймл с конической полостью. Выполнение направляющей в виде разрезной обоймы, имеющей коническую полость, позволяет устранить увеличение геометрических размеров обойми (диаметра и периметра конической полости) и использовать увеличение толгпинных размеров , в случае ее разогрева, для дополнительного перек щения вставки, имеющей такую же коническую поверхность. Выполнение полости во вставках и размещение в этой полости нагревательного элемента позволяет на боковой поверхности ручья рабочей вставки роз дать значительные схсимаг|щие напряжения за счет термического переИещения вставки в направляющей. На фиг. 1 изображен общий вид предложенного устройства, разрез; на фиг.2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1. Устройство для крепления рабочего инструмента, содержит охлаждаек«й корпус 2, размещенные в нем за- ; тяжные клинья 3, каждый из которых связан посредством промежуточного механизма 4 с приводом. 5, установлен ным в корпусе 2. Причем между затяжными клиньями 3 и корпусом 2 размещены механизмы регулировки усилия затяжки, каждый из которых выполнен в виде вставки б, контактирующей с затяжным клином 3 и направляющей 7 установленной в корпусе 2, с возможностью возвратно-поступательного пер мещения вставки б в направляющей 7. При этом во вставке б выполнена полость М, в которой размещен нагревательный элемент 8, а вставка б может иметь коническую поверхность N. Направляющая 7, в свою очередь, может быть выполнена в виде разрезной обой мы 7 (фиг, 3), имеющей коническую полость N. Устройство работает следующим образом. Инструмент 1 предварительно крепится в корпусе 2 Зсокимными клиньями 3 с помощью механизма 4, связанного с приводом 5 затем включается нагреватель 8, в результате нагрева встав ки б за счет увеличения ее габаритных размеров происходит поступательное перемещение вЬтавки б в направле нии рабочего инструмента. 1 в направляющей 7. При этом между рабочим инструментом 1 и охлаждае ым корпусо 2 создаются значительные по величине натяги за счет увеличения габаритных размеров вставки б и ее перемещения, с одной стороны, и сохранения стабильности геометрических размеров охлаждаемого корпуса 2, с другой стороны. В результате на боковых поверхностях инструмента 1 создаются значительные напряжения сжатия, кото рые обеспечивают повышение стойкости инструмента 1. Снятьинструмент 1 можно несколькими вариантами. Вариант 1. В случае если зажимные клинья 3 выполнены с углом больше угла самоторможения, то можно сначала отвести их и снять рабочую вставку 1, затем охладить вставку б силового температурного механизма. Вариант 2. Если з ажимные клинья 3 выполнены с углом меньше угла самоторможения, то надо сначала вставку б (во избежание износа поверхностей трения рабочей вста(вки 1, зажимных клиньев 3 и б) , затем извлечь рабочий инструмент 1. В данном устройстве при простой конструкции силового тем пературного мех.анизма им можно создать значительные удельные давления на боковых поверхностях штампа, кото рые -зависят от температуры нагрева вставки б, коэффициента объекшого расширения материалов, из которых из готовлены детали системы блок штамп ометрических размеров вставки б правляющей 7. экспериментальной установке, товленной в соответствии с 1 и фиг. 2, вставка б изготовс диаметром меньшего основания енного конуса равным 100 мм, ой 200 мм и углом между образую, проходящими через точки наибольдиаметров оснований усеченного са, равным 18 . При этом вставку ют до . Причем материалы умента 1 (фиг. 1-3), режимных ев 3, вставок б,.направляющей 7 аждаемого корпуса 2 для облегчеасчетов выбраны таким образом, коэффициенты объемного расши, коэффициента Пуансона и моду- . ругости их были равными. ть, пройденный торцом вставки б, актирующей с затяжными клиньями авен S l-i-fLL + , + .t , мм - диаметр наименьшего основания усеченного конуса вставки б; 6 1 ci ll-10 ---- коэфиициент объемного расширения Р вставки б; С - температура нагрева вставки б; 200 мм - длина вставки б; у: 9 половина угла образующими, прюходяпими через точки диаметров оснований усеченного конуса вставки б в одной плоскости; а 00.11.10 .100 „-„ .. . -6 2 о 156+200.11.10 .100 0,57(мм) . ельное давление равно п rf 0,57 мм - одностроронний натяг на боковой поверхности рабочей вставки 1; , - коэффициенты, определяемые из зависимостей с 1- Сг 1+, где 0,3 - коэЛЛициент Пуансона; мм - диаметр рабочей вставки; ЕН Ei J, 2-10 кг/см - модель упругости о 0,057 отсюда Р (ОЛДДу-Ю 2-106 Из приведенного следует, что даже при незначительных габаритах вставки 6 силового механизма и небольшой температуры ее нагрева можно создат на поверхности рабочего инструмента напряжения, близкие к пределу текучести материала этой рабочей вставки. Преимущества данного изобретения заключаются в том, что устройство позволяет при небольших габаритatsc создавать значительные натяги между инструментом и корпусом, что, в сво очередь, позволяет отказаться от ба дажирования штампов, обеспечивает легкую регулировку относительных смещений верхнего и нижнего инструмента, в устройстве легко обеспечивается регулировка натягов между инструментом и корпусом, повышение эксплуатационной стойкости инструме та в 2-3 раза против существующей. Формула изобретения 1. Устройство для крепления штампового инструмента, содержащее корпус и размещенный в нем затяжной механизм в виде приводных клиньев, отличающееся тем, что, с целью повышения надежности крепления инструмента, стойкости штампа и производительности, оно снабжено механизмом регулировки усилия затяжки, размещенным между каждым клином и корпусом и выполненным в виде вставки с наклонными боковыми поверхностями и направлякяцей, контактирующей со вставкой по этим поверхностям, при этом одним торцом вставка контактирует с клином, а на другом торце выполнена полость, в которой установлен нагревательный элемент. 2. Устройствопо п.1, отличающееся тем, что направляющие выполнены в виде разрезной обоймы с конической полостью. Источники информации, ринятые во внимание при экспертизе 1. Авторское свидетельство СССР № 537747, кл. В 21 J 13/02, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для объемного горячего деформирования | 1978 |
|
SU780921A1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1988 |
|
SU1678491A1 |
| Блок для нагрева и крепления штамповых вкладышей | 1977 |
|
SU721233A1 |
| Штамп для изотермической штамповки | 1987 |
|
SU1524961A1 |
| Термический захват | 1981 |
|
SU984872A1 |
| Автоматизированный комплекс для горячей штамповки | 1988 |
|
SU1750839A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |
| Термический пресс | 1979 |
|
SU880788A1 |
| Расточная головка | 1983 |
|
SU1125108A1 |
| Устройство для изготовления пластин ролико-втулочных цепей | 1981 |
|
SU1049165A2 |
г 7
(риг.Ъ
