(54) УСТАНОВКА ДЛЯ ЗАПРЕССОВКИ МОДЕЛЬНОЙ МАССЫ

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для запрессовки модельной массы | 1979 |
|
SU772681A1 |
| Устройство для приготовления и запрессовки модельной массы | 1989 |
|
SU1788922A3 |
| Установка для приготовления и запрессовки модельной массы | 1989 |
|
SU1729680A1 |
| Установка для запрессовки модельного состава под вакуумом | 1980 |
|
SU931273A1 |
| УСТАНОВКА ДЛЯ ЗАПРЕССОВКИ МОДЕЛЬНОГО СОСТАВА | 1969 |
|
SU235933A1 |
| Установка для запрессовки модельной массы | 1987 |
|
SU1503974A1 |
| Автомат для изготовления легкоплавких моделей | 1980 |
|
SU880608A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ МОДЕЛЬНОЙ МАССЫ В ПРЕСС-ФОРМУВ ПТБФОеЛ 3!fOOEPi | 1972 |
|
SU433949A1 |
| Устройство для запрессовки модельногоСОСТАВА B пРЕСС-фОРМу | 1979 |
|
SU831342A1 |
| Устройство для изготовления стержней | 1988 |
|
SU1516218A1 |
1
Изобретение относится к литейному производству, -а именно к установкам для запрессовки модельной массы при литье по выплавляемым моделям.
Известна установка для запрессовки модельной массы, включающая обогреваемый корпус, емкость для модельной массы, мешалку и шприц, с приводом 1,1 J и .
Недостаток этой установки заключается в том, что мешалка имеет ограниченную зону воздействия на модельную массу. Это обусловливает недостаточно эффективное перемешивание модельной массы, что отрицательно влияет на качество изготавливаемых моделей.
Наиболее близким к предлагаемому по технической сущности является установка для запрессовки модельной массы, включающая обогреваемый корпус, емкость для модельной массы, мешалку, шприц и привод. В этой установке шприц выполнен в виде открытого сверху запрессовочного цилиндра с перепускными клапанами, неподвижно закрепленного в нижней части -емкости для модельной массы, и прессующего поршня, укрепленного на
штоке привода, а мешалка, размещена на штоке привода над прессующим поршнем f3.
Недостатком этой установки является то, что в процессе работы установки, в период между ее повторными заправками модельной массой, для запрессовки используется не вся модельная масса, загруженная в ем10кость установки. Это объясняется тем, что масса, находящаяся на дне емкости в объеме между стенками и дном емкости, мешалкой и запрессовочным поршнем, достигшим верхнего
15 торца запрессовочного цилиндра,не может быть запрессована, так как она находится в мертвой зоне. Такое положение приводит к необходимости более частых заправок установки мо20дельной массой, что, в конечном итоге, влияет на ее производительность.
Цель изобретения - повышение производительности установки путем полного использования всей модельной
25 массы, загруженной в емкость установки.
Указанная цель достигается тем, что установка снабжена гильзой, направляющей втулкой, крышкой емкости, 30 шайбой и цилиндрической пружиной
сжатия, при этом гильза закреплена внутри мешалки, а ее свободный конец расположен в отверстии крышки емкости, внутри гильзы,на расстоянии,равно высоте прессующего поршня от нижнего торца мешалки, неподвижно закреплена направляющая втулка с отверстием для штока привода, на которую оперта цилиндрическая пружина, охватывающая шток , верхний торец которой уперт в шайбу, неподвижно закрепленную на штоке привода, причем дно устройства крышка емкости и мешалка выполнены в виде усеченных конусов с вершинами направленными в сторону запрессовочного цилиндра.
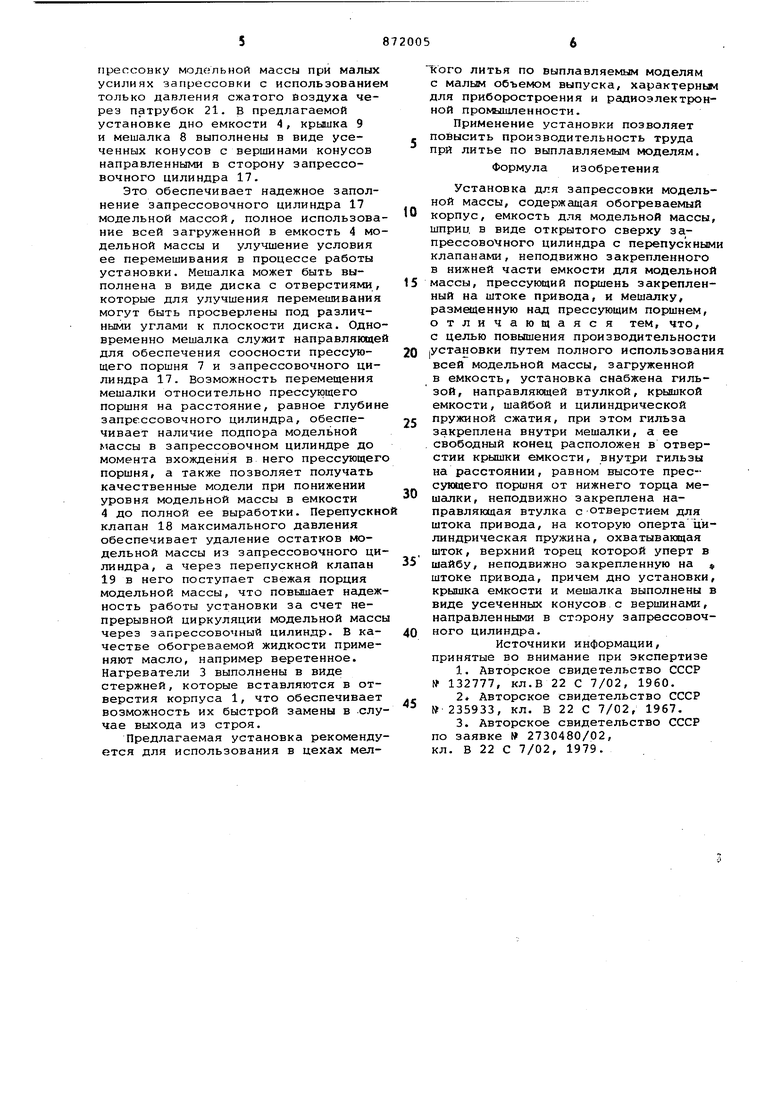
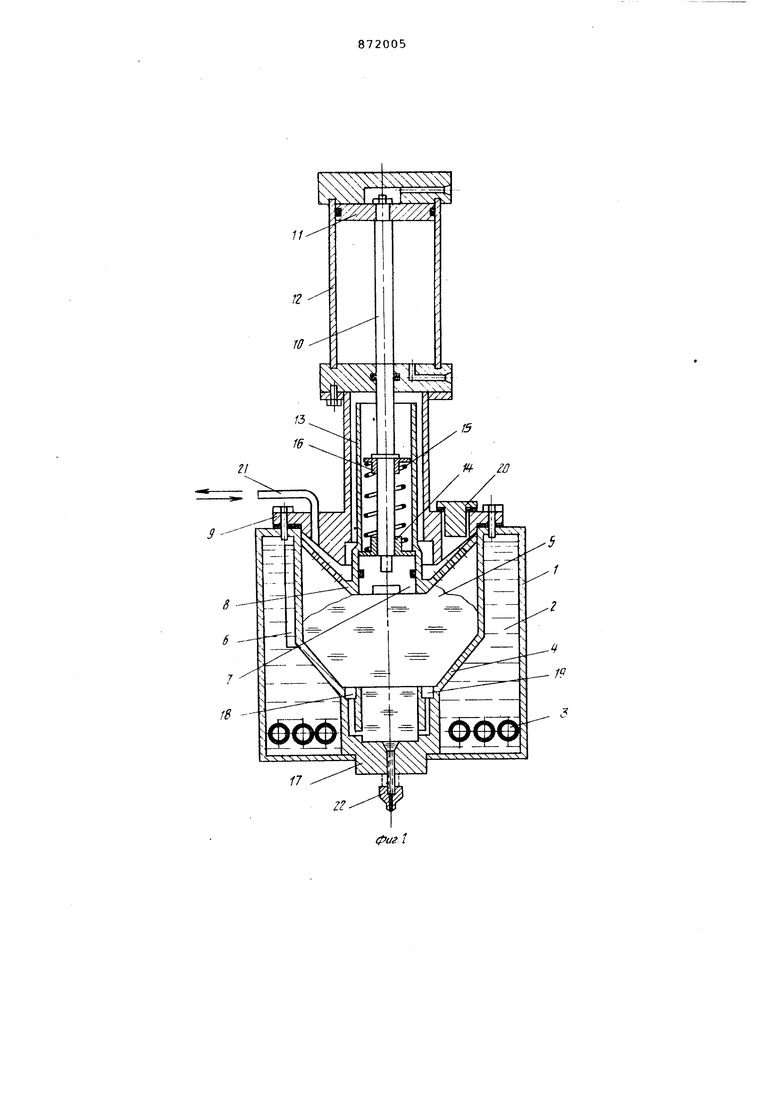
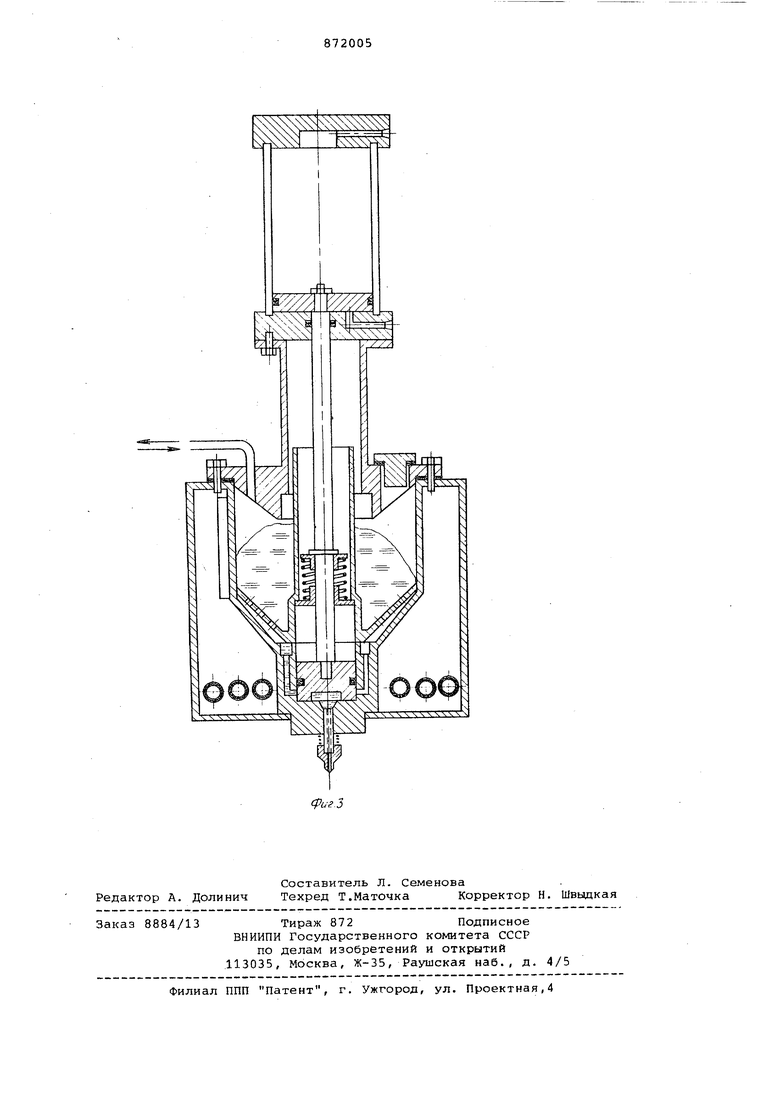
На фиг. 1 показана установка в момент начала работы; на фиг. 2 то же, в момент окончания загрузки модельной массы в запрессовочный цилиндр; на фиг. 3 - то же, в момент окончания запрессовки модельной массы.
Установка для запрессовки модельной массы состоит из обогреваемого корпуса 1, в который залита жидкость 2, например масло, обогреваемая нагревателями 3. Емкость 4 для модельной массы 5 имеет ребра б для улучшения теплообмена, при этом дно емкости выполнено в виде усеченного конуса с вершиной конуса, направленной вниз. Прессующий поршень 7 и свободно посаженная подпружиненная мешалка 8, выполненная также в виде усеченного конуса с вершиной конуса, направленной вниз, приводятся в действие приводом, например пневматическим, укрепленным на крышке 9 и состоящим из штока 10 поршня 11 и цилиндра 12. Нижняя часть крышки 9 выполнена в виде усеченного конуса с вершиной конуса, направленной вниз, аналогично дну емкости 4. Мешалка 8 внутри конуса снабжена гильзой 13, свободный конец которой входит в отверстие крышки 9, а внутри гильзы на расстоянии от нижнего торца мешалки , равном высоте прессующего поршня 7, неподвижно закреплена направляющая втулка 14 с отверстием для штока привода, на которую опирается цилиндрическая пружина сжатия 15, охватывающая шток 10, а верхний торец пружины упирается в неподвижно закрепленную на штоке шайбу 16. Пружина 15 служит для возврата мешалки 8 в исходное положение при подъем прессующего поршня 7 вверх. Запрессовочный цилиндр 17 имеет перепускные клапаны: клапан 18 максимального давления и клапан 19 подсоса модельной массы. В крышке 9 имеется загрузочное окно, закрываемое заглушкой 20. Патрубок 21 служит для подвода сжатого воздуха или создание в емкости вакуума. Запрессовочный цилиндр 17 имеет наконечник 22 для ввода модельной массыв прессформу.
Установка для ЗгЭГ ре-:совкн t-ione bной массы работает следукипиг о фазом
Предварительно установку приводят в рабочее состояние, для че1о в емкость 4 через окно в крышке 9 загружают модельную массу 5 в виде кусков и расплавляют за счет тепла жидкости 2, нагоевлемой нагревателями 3 Более целесообразно модельную массу загружать в установку в расплавленном состоянии. По регулятору температуры (не показан) устанавливают требуемую температуру модельной массы в зависимости от ее состава и включают установку в режим перемешивания. При достижении требуемой температуры модельной массы установка готова для работы.
Процесс запрессовки модельной массы производится следующим образом
Подачей воздуха под поршень 11, отводят в верхнее положение прессующий поршень 7, при этом мешалка 8, размещенная над ним, осуществляет перемешивание модельной массы. После этого воздух подается в полость над поршнем 11 и прессующий поршень 7 вместе с мешалкой 8 переметаются вниз, создавая подпор модельной массы, обеспечивающий надежное заполнение запрессовочного цилиндра 17.При достижении дна емкости мешалка останавливается, а прессующий поршень 7, продолжая движение вниз входит в запрессовочный цилиндр 17, создавая в нем необходимое давление. В зто время к наконечнику 22 поджимается прессформа (не показана) и происходит запрессовка модельной массы. Избыток модельной массы выдавливается из запрессовочного цилиндра 17 через клапан 18 максимального давления обратно в емкость 4. После з.апрессовки модельной массы прессформа отводится вниз, а подача воздуха переключается в режим подъем прессующего поршня. В этот момент под прессующим поршнем 7 создается вакуум, за счет которого срабатывает клапан 19, открывая доступ модельной массе-ИЗ емкости 4 в полость запрессовочного цилиндра 17, тем самым облегчая подъем прессующего поршня. При выходе нижней кромки прессуклцего поршня 7 из запрессовочного цилиндра 17, мешалка 8, находившаяся до этого момента в прижатом положении к дну емкости 4 пружиной 15, возвращается в исходное положение и начинает дви жение вверх, осуществляя очередной цикл перемешивания модельной массы. Гильза 13 предохраняет шток 10 и пружину 15 от налипания на них модельной массы, что может привести к повреждению уплотнений цилиндра 12 и ухудшению работы пружины.
Конструкция установки предусматривает возможность вакуумирования модельной массы, а также вести запрессовку модельной массы при малых усилиях запрессовки с использованием только давления сжатого Воздуха через патрубок 21. В предлагаемой установке дно емкости 4, крышка 9 и мешалка 8 выполнены в виде усеченных конусов с вершинами конусов направленньями в сторону запрессовочного цилиндра 17.
Это обеспечивает надежное заполнение запрессовочного цилиндра 17 модельной массой, полное использование всей загруженной в емкость 4 модельной массы и улучшение условия ее перемешивания в процессе работы установки. Мешалка может быть выполнена в виде диска с отверстиями, которые для улучшения перемешивания могут быть просверлены под различными углами к плоскости диска. Одновременно мешалка служит направляющей для обеспечения соосности прессующего поршня 7 и запрессовочного цилиндра 17. Возможность перемещения мешалки относительно прессующего поршня на расстояние, равное глубине запрессовочного цилиндра, обеспечивает наличие подпора модельной массы в запрессовочном цилиндре до момента вхождения в него прессующего поршня, а также позволяет получать качественные модели при понижении уровня модельной массы в емкости 4 до полной ее выработки. Перепускно клапан 18 максимального давления обеспечивает удаление остатков модельной массы из запрессовочного цилиндра, а через перепускной клапан 19 в него поступает свежая порция модельной массы, что повышает надежность работы установки за счет непрерывной циркуляции модельной массы через запрессовочный цилиндр. В качестве обогреваемой жидкости применяют масло, например веретенное. Нагреватели 3 выполнены в виде стержней, которые вставляются в отверстия корпуса 1, что обеспечивает возможность их быстрой замены в -случае выхода из строя.
Предлагаемая установка рекомендуется для использования в цехах мелкого литья по выплавляемым моделям с малым объемом выпуска, характерным для приборостроения и радиоэлектронной прокьшшенности.
Применение установки позволяет повысить производительность труда при литье по выплавляемым моделям. Формула изобретения
Установка для запрессовки модельной массы, содержащая обогреваемый
0 корпус, емкость для модельной массы, шприц в виде открытого сверху запрессовочного цилиндра с перепускными клапанами, неподвижно закрепленного в нижней части емкости для модельной
5 массы, прессуквдий поршень закрепленный на штоке привода, и мешалку, размещенную над прессующим поршнем, отличающаяся тем, что, с целью повышения производительности |УСтановки Путем полного использования
0 всей модельной массы, загруженной в емкость, установка снабжена гильзой, направляющей втулкой, крьникой емкости, шайбой и цилиндрической пружиной сжатия, при этом гильза
5 закреплена внутри мешалки, а ее свободный конец расположен в отверстии крышки емкости, внутри гильзы на расстоянии, равном высоте прессующего поршня от нижнего торца ме0шалки, неподвижно закреплена направляющая втулка с отверстием для штока привода, на которую оперта цилиндрическая пружина, охватывающая шток, верхний торец которой уперт в
5 шайбу, неподвижно закрепленную на штоке привода, причем дно установки, крышка емкости и мешалка выполнены в виде усеченных конусов с вершинами, направленными в сторону запрессовоч0ного цилиндра.
Источники информации, принятые во внимание при экспертизе
2 Авторское свидетельство СССР
5 №235933, кл. В 22 С 7/02, 1967.
//
/f
