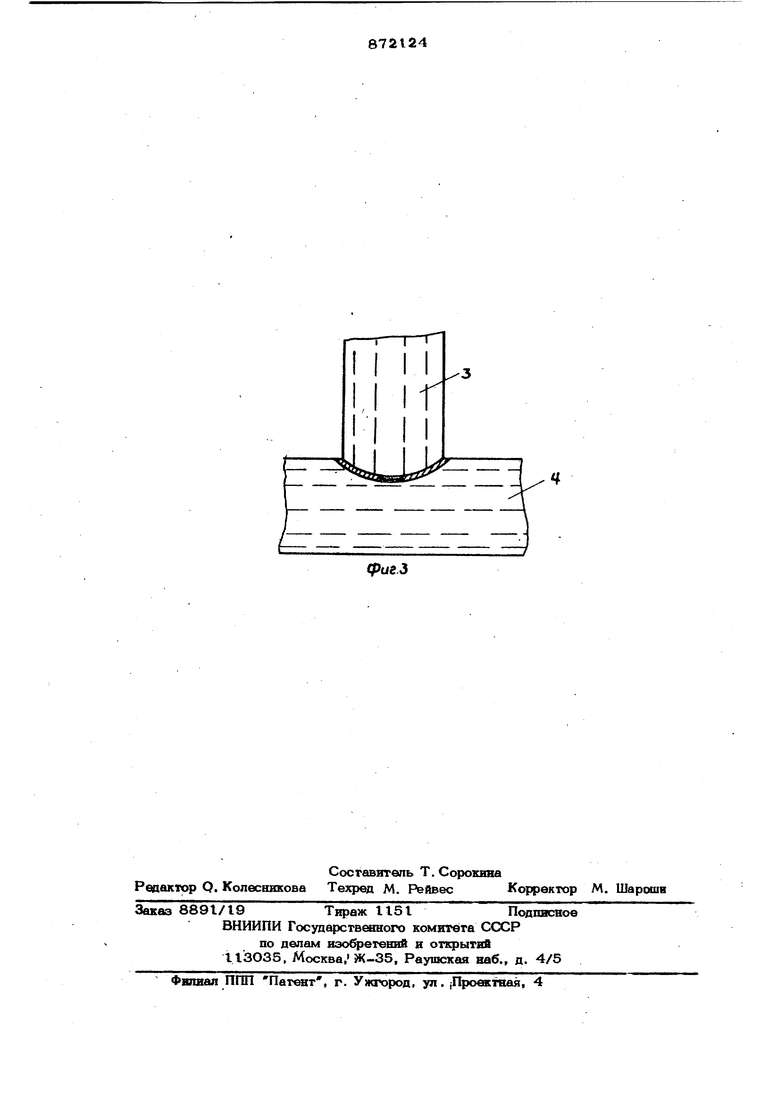
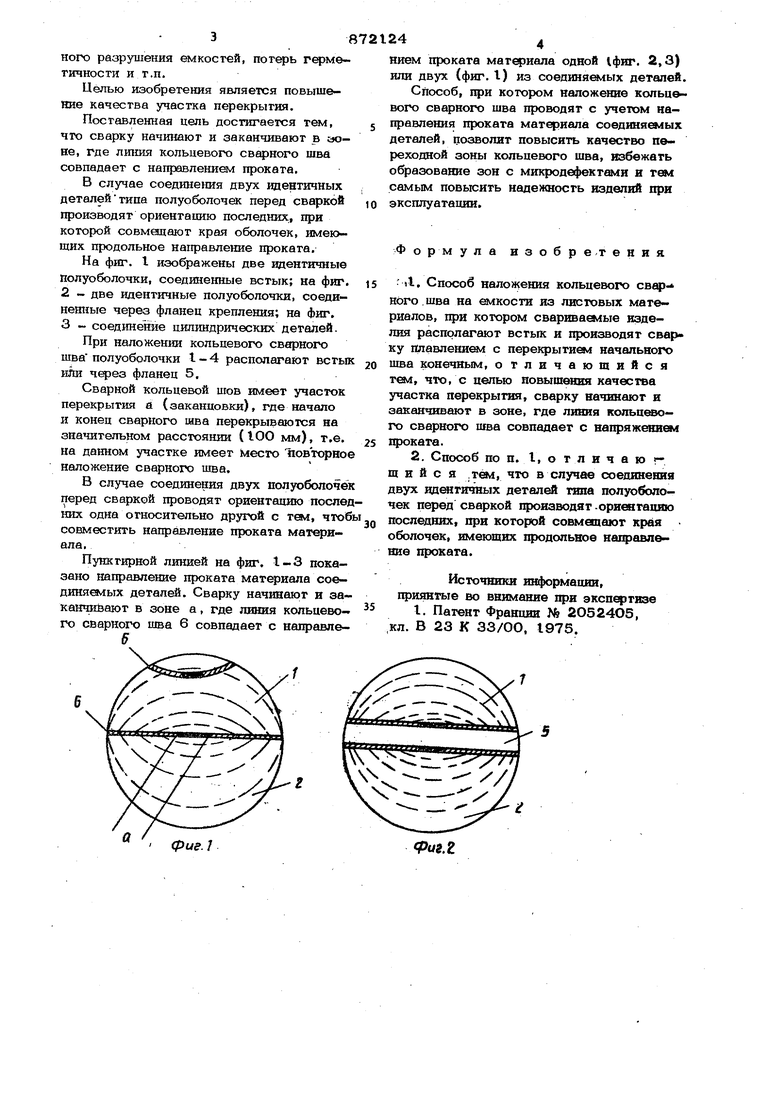
.Изобретение относится к области машиностроения, а именно к изготовлешпо сварных емкостей, и может быть использовано при изготовлении сосудов, работаю щих под давлением. Известен способ наложения кольцевого сварного шва на ИУ КОСТИ из листовых матфиалов, при котором свариваемые изделия располагают встык и производят сварку плавлением с перекрытиетл началь ного участка шва конечным flj. Однако данный способ не исключает возможности получения сосудов со скрыт ми дефектами в переходной зоне сварного шва, так как сборка и сварка производится без учета направления щюката материала соединяемых детап. Исследование сварных соединений емкостей позволило установить зависимость форм;нрования переходной зоны сварного шва от направления проката материала соединяемых деталей. Установлен, что прр выходе листового материала к линии сварного шва продольным нахфавлением волокна формирование зовы. в процессе сварки происходит с образованиомг тонкокристаллической структуры. ЕСЛИ линия свиного шва щюходнт nepn iдикулярно направлению проката, условия формирования переходной зоны менее благоприятны, околошовные зоны имеют более грубую кристаллическую структуру с утолщенными границами , свойственными материалу в состоянии пережога, протяжетгаость зоны термического влияния увеличивается в 2-2,5 раза. Установлен- ная зависимость особенно ярко выражена Щ)и повторном наложении сварного шва (подварка, заканцовка кольцевого сварного шва). ЕСЛИ имеет место повторная сварка в месте, где линия сварного шва пернендикуля рна направлению проката материала соединяемых деталей, т.е. там, где уже заложена неблагоприятная структура околошовной зоны, повторный нагрев приводит к образованию микродефекторов, которые являются причиной преждевременного разрушения ем кос гей, потерь герметичности и т.п. Целью изобретения является повышение качества участка перекрытия. Поставленная цель достигается тем, что сварку начинают и заканчивают в аоне, где линия кольцевого сварного шва совпадает с направлением проката. В случае соедине1шя двух идентичных деталейтипа полуоболочек перед сваркой производят ориентацию последних, при которой совмещают края оболочек, имеющих продольное нагфавление проката. На фиг. I изображены две идентичные Полуоболочки, соединенные встык; на фиг. 2- две идентичные полуоболочки, соединеш ьге через фланец крепления; на фиг. 3- соед1тенйе цилиндрических деталей. При наложении кольцевого свефного шва полуоболочки 1-4 располагают всты иЛи через фланец 5. Сварной кольцевой шов имеет участок перекрытия а (заканцовки), где начало и конец сварного шва перекрываются на значительном расстоянии (ЮО мм), т.е. на данном участке имеет Место lioBTopHo наложение сварного шва. В случае соединения двух полуоболоче перед сваркой проводят ориентацию после них одна относительно другой с тем, чтоб совместить направление проката материала. Пунктирной линией на фиг. 1-3 показано направление проката материала соединяемых деталей. Сварку начинают и закашшвают в зоне а, где линия кольцевого сварного шва 6 совпадает с направле6нием проката материала одной 1фиг. 2,3) или двух (фиг. I) из соединя« 1Ых деталей. Способ, при котором наложение кольцевого сварного шва проводят с учетом направления проката материала соединяемых деталей, позволит повысить качество переходной зоны кольцевого шва, набежать образование зон с микродефектамн и тем самым повьгсить надежность изделий при эксплуатации. Формула изобре.тения Л, Способ наложения кольцевого свар ного.шва на емкости из листовых материалов, при котором свариваемые изделия располагают встык и производят сварку Плавлениетл с пере}фытием начального шва конечным, отличающийся тем, что, с целью повышения качес1«а участка перекрытия, сварку начинают и заканчивают в зоне, где линия кольцевого сварного шва совпадает с напряжением проката. 2. Способ по п. 1, о т л и ч а ю г щ и и с я ,тём, что в случае соединения двух идентичных деталей типа полуоболочек перед сваркой производят-ориентацию последних, при которой совмешают края оболочек, имеющих продольное направление проката. Источники информации, приянтые во внимание при экспертизе I. Патент Франции № 20524О5, ,кл. В 23 К ЗЗ/ОО. 1975.
фаг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ВРАЩАЮЩИМСЯ ДИСКОВЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2314902C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДА ВЫСОКОГО ДАВЛЕНИЯ | 1972 |
|
SU351353A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 1996 |
|
RU2109634C1 |
| Способ получения высокопрочных соединений | 1975 |
|
SU543488A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| Способ изготовления полых осесимметричных тонкостенных изделий | 1984 |
|
SU1197761A1 |
| Способ правки сварных листовых конструкций | 1983 |
|
SU1118509A1 |
| Способ сварки цилиндрических полых деталей | 1990 |
|
SU1727970A1 |
| Способ стыковой сварки деталей из термопластов | 1988 |
|
SU1558696A1 |
| СПОСОБ ЛАЗЕРНО-ПЛАЗМЕННОЙ СВАРКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2555701C1 |