(54) СТЕНД ДЛЯ ОЦЕНКИ КАЧЕСТВА МАНИПУЛЯТОРНЫХ СИСТЕМ
1
Изобретение относится к машиностроению и может быть использовано для оценки качества манипуляторных систем.
Известен стенд для оценки качества манипуляторных систем, содержащий устройство задания траектории перемещения захвата манипулятора и пульт управления, причем устройство задания траектории представляет собой набор телескопических штанг, со средствами фиксации относительного расположения их звеньев, на конце каждой из которых расположена система индикации и датчик, срабатывающий при приближении губок захвата, а пульт управления содержит наборную штекерную панель, электросекундомер, кнопку запуска стенда и кнопку его отключения 1.
Недостатком данного стенда является невысокая точность оценки качества манипуляторных систем, поскольку оценка качества проводится лищь по одному показателю - по продолжительности выполнения операции.
Цель изобретения - повышение точности оценки качества манипуляторных систем.
Поставленная цель достигается тем, что устройство задания траектории представляет
собой перемещающийся в пространстве посредством приводного устройства металлический стержень с закрепленными на нем двумя параллельными пластинами, между которыми расположено металлическое кольцо, установленное в захвате манипулятора, причем стержень электрически соединен с выходом источника постоянного тока, а кольцо - со входами регистрирующей аппаратуры.
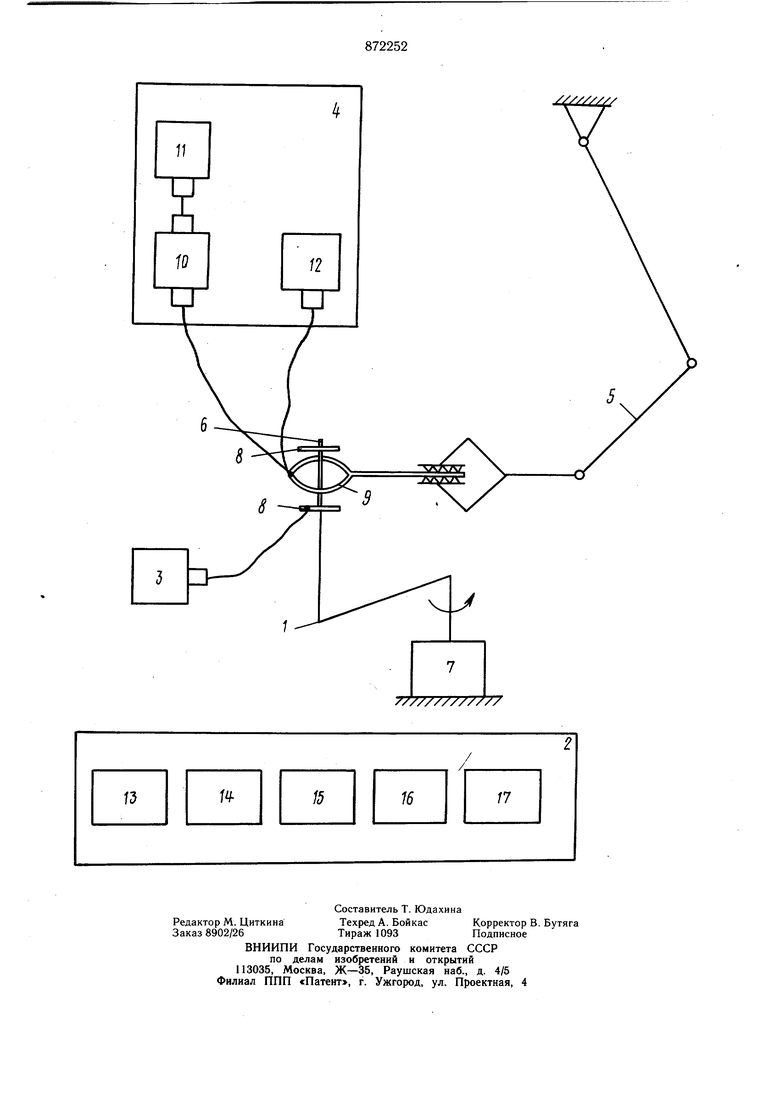
На чертеже приведена блок-схема предлагаемого стенда.
Стенд содержит устройство 1 задания траектории, пульт управления 2, источник 3 постоянного тока, регистрирующую аппаратуру 4 и манипулятор 5. Устройство 1 задания траектории представляет собой метал5J лический стержень 6, перемещение которого осуществляется приводным устройством 7. На стержне 6 закреплены две параллельные металлические пластины 8, между которыми расположено металлическое кольцо 9, установленное в захвате манипулятора 5. Расстояние между пластинами 8 и внутренний диаметр кольца 9 равны удвоенному значению допустимой величины позиционной ощибки манипуляторной системы. Стержень
6 электрически соединен с выходом источника 3 постоянного тока, а кольцо 9 - со входами регистрирующей аппаратуры 4, содержащей интегрирующее звено 10, выход которого соединен с вольтметром 11, и самописец 12. На пульте управления 2 расположены регулятор 13 скорости перемещения стержня, индикатор скорости 14, электро.секундомер 15, кнопка 16 запуска стенда и кнопка 17 его отключения.
Стенд работает следующим образом.
Оператор, установив в исходное рабочее состояние источник 3 постоянного тока, регистрирующую аппаратуру 4, регулятор скорости 13 и электросекундомер 15, нажимает кнопку 16 запуска стенда. При этом включается приводное устройство 7, которое начинает перемещать стержень 6, и одновременно запускается электросекундомер 15. При перемещении стержня 6 оператор, управляя манипулятором 5, стремится к тому, чтобы кольцо 9 не касалось стержня 6 и закрепленных на нем пластин 8. Если в процессе выполнения операции кольцо 9 соприкасается со стержнем 6 или с одной из пластин 8, то сигнал с выхода источника 3 постоянного тока поступает на входы регистрирующей аппаратуры 4, т. е. на вход интегрирующего звена 10, выход которого соединен с вольтметром 11, и самописец 12. Для окончания операции оператор нажимает кнопку 17 отключения стенда, что приводит к отключению приводного устройства 7, сбросу питания с источника 3 постоянного тока и остановке электросекундомера 15.
После отключения стенда по показаниям вольтметра 11 определяется среднее значение позиционной ощибки, характеризующей точность манипуляторной системы
& Ц Р m-Kn-t
где 5ср - среднее значение позиционной
ощибки;
U. - напряжение, замеренное вольтц метром 11; d/z- масщтабный коэффициент;
Uf - напряжение источника постоянного тока;
d -внутренний диаметр кольца; Kfj-коэффициент передачи интегрирующего звена;
t - время выполнения операции, замеренное электросекундомером 15. С помощью самописца 12 определяется число соприкосновений кольца 9 со стержнем бис пластинами 8, по которому определяется коэффициент плавности выполнения операции, характеризующей запасы устойчивости манипуляторной системы
к- М п Т
где Кп - коэффициент плавности;
N - число соприкосновений кольца 9 со стержнем бис пластинами 8.
Среднее значение позиционной ощибки и коэффициент плавности определяется при нескольких фиксированных значениях скорости перемещения стержня 6, величина которой задается посредством регулятора скорости 13 и регистрируется индикатором 14. По максимальному значению скорости, при котором среднее значение позиционной ощибки и коэффициент плавности лежат в пределах заданных допусков, определяется коэффициент, характеризующий быстродействие манипуляторной системы
где Kt - коэффициент, характеризующий быстродействие манипуляторной системы;
тзц- максимальное значение линейной 25скорости стержня.
Предлагаемый стенд позволяет получить основные показатели качества манипуляторной системы, характеризующие ее точность, запасы устойчивости и быстродействия. По данным опытной проверки наличие этих 30 показателей повыщает точность оценки качества манипуляторной системы в 1,5- 2 раза.
Формула изобретения
Стенд для оценки качества манипулятор ных систем, содержащий устройство задания траектории перемещения захвата манипулятора, пульт управления и регистрирующую аппаратуру, отличающийся тем, что, с целью повыщения точности, стенд снабжен связанным с регистрирующей аппаратурой кольцом, установленным в захвате, а в устройство задания траектории дополнительно введены источник тока и снабженный индивидуальным приводом перемещения металлический стержень с закрепленным на нем 5 двумя параллельными пластинами, между которыми, схватывая стержень, расположено указанное кольцо, причем стержень электрически соединен с источником тока.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 580113, кл. В 25 J11/00, 1976.
///Х/Х//Х
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд-тренажер для оценки качества задания программ управления промышленным роботом для сварки | 1985 |
|
SU1291387A1 |
| Тренажер для подготовки операторов и оценки качества задания программы перемещений промышленных технологических роботов | 1991 |
|
SU1825728A1 |
| Стенд для испытаний манипуляторов | 1983 |
|
SU1135638A1 |
| Стенд-тренажер для оценки качества манипуляторных систем | 1977 |
|
SU643321A1 |
| Стенд для оценки качества манипуляторных систем | 1976 |
|
SU580113A1 |
| Стенд-тренажер для оценки качества задания программы перемещений манипулятора | 1987 |
|
SU1511111A1 |
| Стенд для контроля перемещений промышленных роботов-манипуляторов | 1987 |
|
SU1565675A1 |
| СТЕНД ДЛЯ ОЦЕНКИ .КАЧЕСТВА МАНИПУЛя'тВРБЫХ СИОТЕЯ"" | 1979 |
|
SU825313A2 |
| Устройство для психофизиологических исследований | 1990 |
|
SU1816430A1 |
| УСТРОЙСТВО ДЛЯ СОПРЯЖЕННОГО ВЗАИМОЗАВИСИМОГО РАЗВИТИЯ ФИЗИЧЕСКИХ И ИНТЕЛЛЕКТУАЛЬНЫХ СПОСОБНОСТЕЙ РЕБЕНКА | 2010 |
|
RU2479254C2 |
/5
16
