(54) СТАНИНА ТЯЖЛОГО ГОЕЯЧЕШТАМПОВОЧНОГО МЕХАНИЧЕСКОГО ПРЕССА
| название | год | авторы | номер документа |
|---|---|---|---|
| Тяжелый горячештамповочный механический пресс | 1980 |
|
SU948688A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ОПРОБОВАНИЯ И ОТЛАДКИ ШТАМПОВ | 1999 |
|
RU2169078C2 |
| Горячештамповочный кривошипный пресс | 1982 |
|
SU1074734A1 |
| Вертикальный многопозиционный пресс для листовой штамповки | 1986 |
|
SU1409471A1 |
| Станина механического пресса и способ ее затяжки | 1979 |
|
SU789283A1 |
| СЕКЦИОННАЯ СТАНИНА МНОГОПОЗИЦИОННОГО ГИДРАВЛИЧЕСКОГО ПРЕССА | 2014 |
|
RU2568233C1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| ВИНТОВОЙ ПРЕСС | 1973 |
|
SU399388A1 |
| Механический пресс для штамповки лонжеронов | 1990 |
|
SU1779610A1 |
| ПРЕСС КРИВОШИПНЫЙ | 1998 |
|
RU2146197C1 |
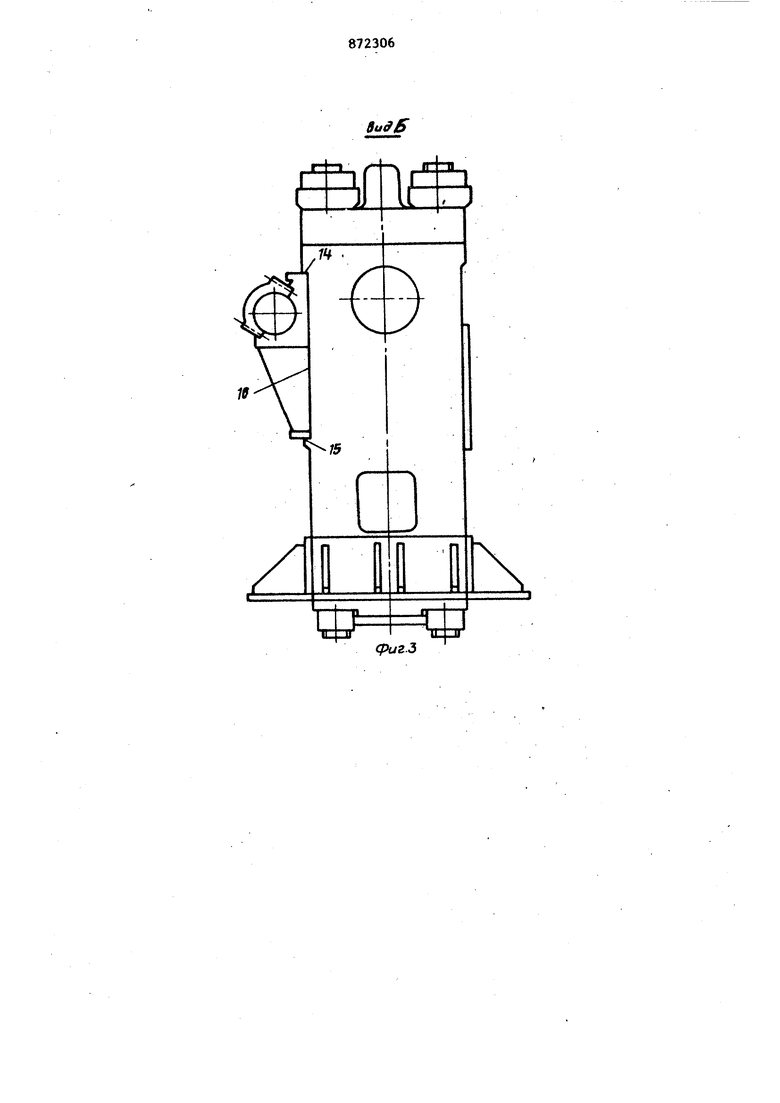
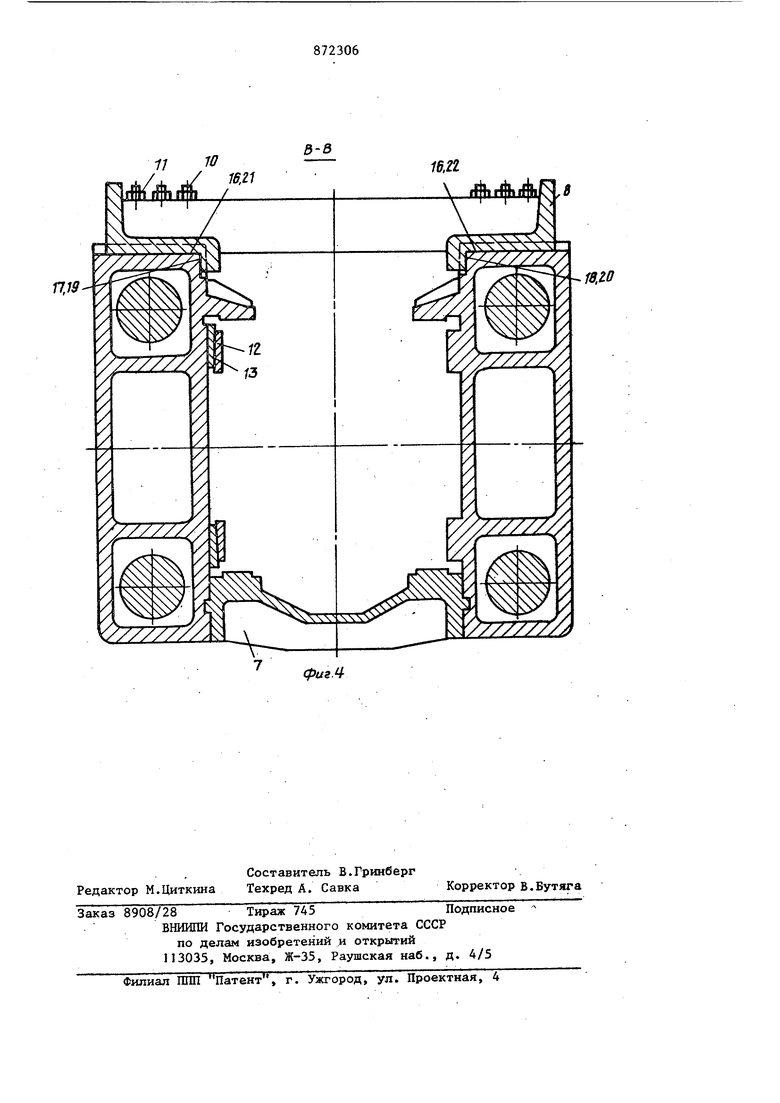
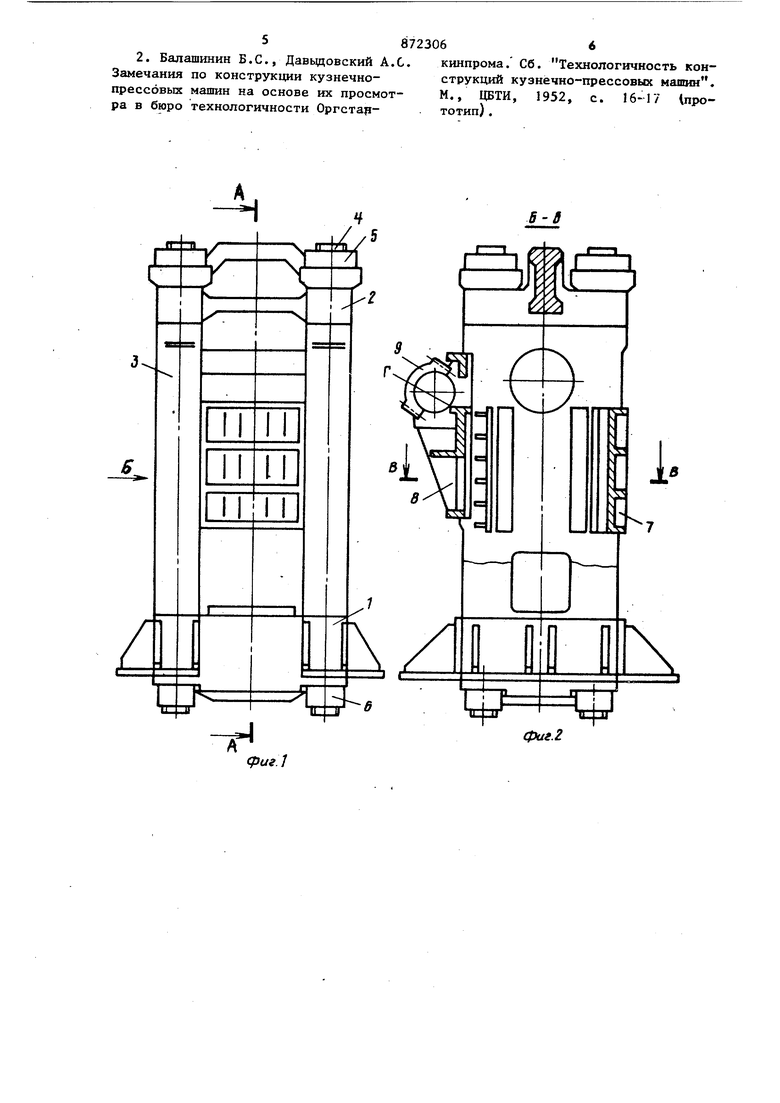
Изобретение относится к машиностроению, в частности к конструкции прессов. Известна станина тяжелого горячештамповочного механического пресс состоящая из стола и верхней П-образной части, стянутых в вертикальном направлении в жесткую раму поср ством стяжных колонн РЗНедостатком этой станины являетс то, что П-образная верхняя часть станины не может быть применена для прессов усилием свьше 6300 тс, так как она имеет вес и габариты, дела Ю1цие практически невозможным ее изготовление , транспортирование и мон таж. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является станина тяжёлого горячештамповочного механического пресса, содержащая стол, траверсу и две стойки, стянутые в вертикальном направлений в жесткую раму с помощью стяжных колонн С2. Основной недостаток известной ста НИНЫ состоит в том, что на .стойке имеются выступакщие за ее габарит, приливы, в которых расположены расточки под опоры валов пресса. Поэтому такие стойки трудно перевозить по железной дороге, что значительно усложняет и удорожает их транспортирование. Кррме того, при данной конструкции станины для обеспечения точности установочных размеров, а именно параллельности направляющих ползуна, соосности под валы и т.п., необходимо наличие специальных технологических устройств и приспособлений, изготовление и применение которых требует больших тру дозатрат. При этом, чтобы обеспечить поперечную жесткость станины в зоне расположения ползуна для умеиьшения сближения стоек при штамповке, между стойками необходимо иметь маесивныв детали, которые выполняют толь ко функцию распорок. Целью изобретения является повышение точности, а также улучшение ус ловий изготовления, транспортировани и монтажа. Указанная цель достигается тем, что станина тяжелого горячештанповоч ного механического пресса, содержаща стол, траверсу и две стойки, стянутые в вертикальном направлении в; жесткую раму с помсяцью стяжных колон снабжена поперечной траверсой с гнез дами для установку опор приводного дала и взаимно перпендикулярными ono ными плоскостями, а та;кже предварительно напряженными шпильками, на стойках выполнены взаимно перпендику лярные опорные плоскости, образующие пазы, в которых с помощью шпилек закреплена поперечная траверса. На фиг. 1 показана станина, общий вид, на фиг. 2 -. разрез А-А на фиг.1 на фиг. 3 - вид В на фиг. 1; нафиг. 4 - разрез В-В на фиг. 2. Станина тяжелого горячештамповочного механического пресса состоит из стола 1, траверсы 2 и двух стоек 3, стянутьм в вертикальном направлении в жесткую раму посредством стяжных колонн 4 и гаек 5 и 6. В зоне ра положения ползуна стойки 3 связаны между собой распоркой 7 и поперечной траверсой 8, на которой размещены крышки 9. В поперечной траверсе 8, закрепленной на стойках 3 посредством предварительно напряженных шпи лек 10 с гайками 11, ив крьш1ках 9 имеются гнезда Г под опоры приводного вала. На левой стойке расположены направлякяцие ползуна 12, регулируемые с помощьюг.клиньев 13. С задней, стороны стоек 3 вьшолнены взаимро перпендикулярные направлякяцие плоскости 14, 15 и 16, образующие горизонтальные пазы, перпендикулярно которым с внутренней стороны стое выполнены направляюпше плоскости 17 и 18. Поперечная траверса 8 имеет опорные плоскости 19 и 20, перпендикулярные опорным плоскостям 21 и 22. При монтаже станины .необходимо получить э аданную точность установечных размеров, т.е. обеспечить па раллельность направляющих ползуна, соосность расточек под валы и т.п. Это достигается тем, что стойки 3 устанавливаются на столе 1, так ТО отсутствуют зазоры между взаимоействуюорсми между собой направлящими плоскостями 14-18 стоек 3 и соответственно опорными плоскостяи ly-22 поперечной траверсы 8. Затьм производится затяжка шпилек 10. Таким образом, стойки 3, распорка 7 и поперечная траверса 8 с гнездами 1 под опоры приводного вала образуют жесткую в поперечном направлении систему, обладающую заданной точностью установочных размеров. После монтажа траверсы 2 производится затяжка станины посредством стяжных колонн 4 и гаек 5 и 6. При работе пресса на станину действуют усилия, вызывающие сближение стоек 3 в зоне расположения ползуна. Направляющие плоскости 17 и 18, взаимодействуя с опорными плоскостями 1 9 и 20, передают эти усилия поперечной траверсе 8, которая препятствует сближению стоек в зоне расположения ползуна, дополнительно выполняя функцию распорки. Экономический эффект изобретения обеспечивается снижением затрат на изготовление, транспортирование и монтаж станины. Формула изобретения . Станина тяжелого горячештамповочного механического пресса, срдержащая стол, траверсу и две стойки, стянутые в вертикальном направлении в жесткую раму с помощью стяжных колонн, отличающаяся тем, что, с целью повышения точности, а также улучшения условий изготовления, транспортирования и монтажа, она снабжена поперечной траверсой с гнездами для установки опор приводного вала и взаимно перпендикулярными опорными плоскостями, а также предварительно напряженными шпильками, на стойках выполнены взаимно перпендикулярные опорные плоскости, образующие пазы, в которых с помощью шпилек закреплена поперечная траверса. Источники информации, принятые во внимание при экспертизе 1. Игнатов А.А., Игнатова Т.А. Кривошипные горячештамповочные lipecсы. М., Машиностроение, 1974, с. 36.
кинпрома. Сб. Технологичность конструкций кузнечно-прессовых машин. М., ЦБТИ, 1952, с. 16-Г/ (прототип) .
В-8
J с
фиг. г
cf3ua4
