на линии, соединяющей.шарниры шатуна 5. Расстояние от центра К 3 до шарнира, связьшающего шатун с коромыслом, определяется представленной математ1гческой зависимостью. Длина кривошипа регулируется. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки проката | 1988 |
|
SU1606220A1 |
| Качающаяся обойма к машине для правки фасонного проката | 1979 |
|
SU874241A1 |
| Способ непрерывной правки фасонного проката | 1988 |
|
SU1532119A1 |
| Способ правки листового проката | 1989 |
|
SU1690887A1 |
| Рельсоправильный комплекс | 2019 |
|
RU2718024C1 |
| СПОСОБ ПРАВКИ РЕЛЬСОВ И РЕЛЬСОПРАВИЛЬНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2358823C2 |
| Профилегибочный стан | 1979 |
|
SU804075A1 |
| Устройство для правки профильных изделий | 1986 |
|
SU1344454A1 |
| СПОСОБ ПРАВКИ КОНЦЕВЫХ УЧАСТКОВ ПРОКАТА | 1997 |
|
RU2139767C1 |
| УСТАНОВКА ДЛЯ ПРАВКИ ТРУБ И ПРУТКОВ | 1973 |
|
SU408686A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для правки профильного шестигранного проката. Цель изобретения - повышение качества правки путем обеспечения равномерной деформации проката в двух взаимно перпендикулярных плоскостях и упрощения конструкции устройства. Между двумя комплектами правильных роликов размещены два приводных правильных роликовых калибра (К) 3. Каждый К установлен на шатуне 5, концы которого шарнирно соединены с приводным кривошипом 7 и коромыслом 6, свободные концы которых, в свою очередь, шарнирно связаны с основанием 1. К 3 выполнен в виде двух вогнутых двуконусных роликов 9, вершины углов которых расположены на линии, соединяющей шарниры шатуна 5. Расстояние от центра К 3 до шарнира, связывающего шатун с коромыслом, определяется представленной математической зависимостью. Длина кривошипа регулируется. 2 ил.
И%обретеШ1е относится к обработке металлов давлением, а именно к устройствам для правки профильного шестигранного проката.
Цель изобретения - повышение качества правки проката и упрощение конструкции машины,
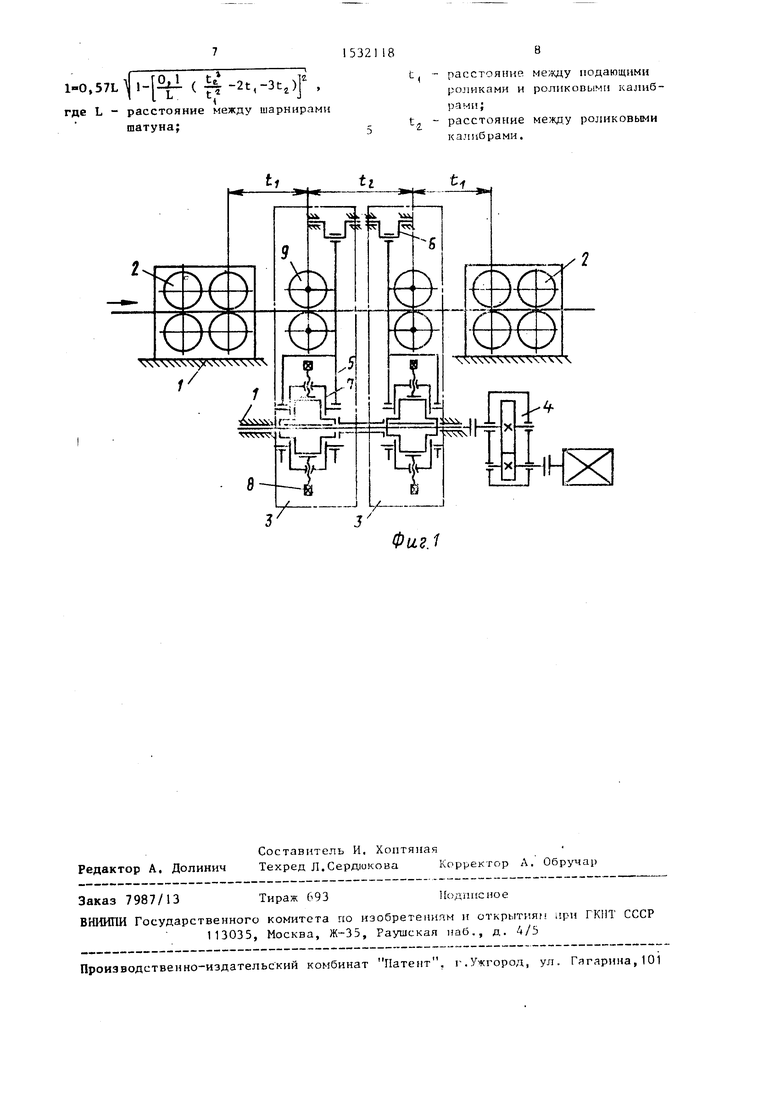
На фиг. 1 изображена кинематическая схема машин; на фиг. 2 - кинематическая схема установки роликового калибра.
Машина для правки содержит осно- вание , на котором вдоль оси правки установлены два комплекта пр1шодных подающих роликов со своими электромеханическими приводами (не показаны) . Между подающими роликами 2 смонтированы два роликовых калибра 3 с их приводом 4. Каждый калибр 3 (фиг, 2) снабжен механизмом перемещения в виде шатуна 5 и шарнирно соединенных с ним коромысла 6 и кривошипа 7, длина которого R регулируется посредством нажимных винтов 8.
На шатуне 5 размещен сам роликовый калибр, образовашгый двумя оппозитно расположенными роликами 9. На каждом ролик)е вьшолнены два конические рабочие поверхности, образующие которых расположены между собой под углом соответствующем обрабатьшаемому прокату, например 120°, а вершины этих углов расположены на линии, проходящей через шарниры, соединяющие шатун 5с коромыслЪм 6 и кривошипом 7. Цеитр роликового калибра удален от шарнира, соединяющего шатун 5 с коромыслом 6 на расстояние t, определяемое следующим образом.
Выполнение роликового калибра в виде двух роликов с двумя коническими рабочими поверхностями позволяет производить правку шестигранного проката по различным технологическим схемам: в одной плоскости (на ребро), как балку со свободными концами, и во взаимно перпендикулярной плоскости (на грань) , как балку с защемленными концами. За счет этого во втором случае правка может осуществляться
0
5
5
с меньшими прогибами, а характер изменения прогибов D зависимости от положения плоскости изгиба соответствует эллипсу.
Прогиб, необходимый для правки на ребро (у) , в данном случае в вертикальной плоскости определяется по выражению тб т
У
( 1 -2t: -3t,
t,), (1)
0
0
3Ed - - -I -Z
где m - относительный изгибающий момент, принимаемый 1,5 для обеспечения качественной правки; - предел текучести материала
проката;
1 - модуль упругости материала проката;
наибольший размер поперечного сечения проката; расстояния соответственно между ближайшими подающими роликами и роликоьым калибром, а также роликовыми калибрами.
макс
t , А
0
5
5
0
5
Про1 иб для правки на грань (х) в данном случае в горизонтальной плоскости равен:
( t
х
6Ed
tl
-2t,-3t,t),
(2)
ААЦН
где d f наименьший размер поперечного сечения проката. Размещение роликоиого калибра на шатуне между шарнирами, соединяющими шатун с коромыслом и кривошипом, в совокупности с упомянутыми выше признаками позволяет обеспечить необходимые прогибы проката во всех плоскостях (по эллипсу) при помощи всего двух калибров с одним общим приводом, что существенно упрощает конструкцию машины.
Таким образом, в вер111кальной плоскости прогиб равен длине кривошипа
,(3)
а в горизонтальной плоскости
- ,
(А)
5
где L - расстояние между шарнирами шатуна.
При пращении кривошипа 7 шатун 5 поворачивается относительно вертикальной нлоскости попеременно в од- ну и в другую сторону на некоторый угол j, соответственно и роликовый калибр новорачивается относительно соосно расг1оложе1гных калибров подающих роликов на угол i у.
Наибольшей величины этот угол достигает в момент изгиба проката в горизонтальной нлоскости и она может быть определена, учитывая ее небольшую величину - 5 , как
- Известно, что у jf JJ ,ji,c WKt
(5)
G I,
GI.
к мии
где Мц - крутящий момент;
G - модуль сдвига, G(0,375- 0,4).,387Е; соотвйтственно момент ннер- ции и мом.ент сопротивления поперечного сечения проката при кручении.
IsV
Отсюда
MctKc
rGd
Muh
2t, (7) выражение
(7) (5),
(8)
Подставляя в получим
Е
.кс 2Lt Из условия выбора прогиба в вертикальной плоскости пластические деформации характеризуются коэффициентом упругой зоны К при ,5, ,54 Для обеспечения проникновения пластических деформаций на такую же глубин при изгибе изделия п в горизонтально плоскости для случая иагружения материала изгибом и кручением нормальиые напряжения в совместно с касательными напряжениями Т„.. К должны
3
вызвать в материале напряжения равны пределу текучести
(,. 9) т.е. при изгибе в горизонтальной
плоскости уже при иапряжениях 6 в материале наступает текучесть, поэтому уравнение (2) примет вид
v HLUZi- с 11 ПО 6Fd Г
Сопоставляя (1) и-(2) можно записать
X Йллакс.о
е-г
2 d
(11)
186
Используяуравнения (1), (8),
(9) и (II) ирешая уравнение (4)
относительноt получим
1-L
2d
и«1Н
.-.r
Представляя численные значения К и т, выбранные нэ условия обеснече- нип качественной правки, а также вместо G«0,387E, и зная, что для
d мопсе
d
шестигранника
МНМ
окончательно имеем
-const 1,15.
1-0. (,-3t,)
Таким образом, размещение роликового калибра на шатуне, при котором расстояние его центра до шарнира, соединяющего шатун с коромыслом выбрано из последнего выражения, позволяет осуществлять правку шестигранного проката с равномерной деформацией в двух взаимно перпендикулярных плоскостях, обеспечивая этим повышение качества правки.
Формула изобретения
Машина для правки профильного проката, содержащая установленные на основании по ходу технологического процесса два комплекта прнводных подающнх роликов и размещенные между ними с возможностью перемещения по замкнутой траектории в плоскости, перпенднкулярной оси подачи проката, два роликовых калибра с механизмами перемещения, каждый из которых выполнен в виде приводного кривошипа, а также шатуна, шарнирно связанного с коромыслом, причем кривошип и коромысло закреплены на основанин с возможностью поворота в вьш1еупомя- нутой плоскости, а роликовый калибр смонтирован на шатуне между коромыслом и кривошипом, отличающаяся тем, что, с целью повышения качества правки шестигранного проката и упрощения конструкции, шатун шарнирно соединен с крнвошипом, а каждый роликовый калибр выполнен в виде двух вогнутых двуконусных роликов, вершины углов между конусами которых расположены на линии, проходящей через шарниры шатуна, при этом расстояние медду центром калибра и шарниром, связывающим шатун с коро- мыслрм, определяется по формуле
l-0.57LJl- Y(l4-2t,-34)f ,
где L - расстояние между шарнирами шатуна;
Редактор А. Долинич
Составитель И. Хоптяная
Техред Л.Сердюкова Корректор Л. Обручар
Заказ 7987/13
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиж при ГКИТ СССР 113035, Москва, Ж--35, Раушская иаб., д. 4/5
Производственно-издательский комбинат Патент. г.Ужгород, ул. Гагарина,101
8
- расстояниемежду подающими
роликами ироликовыми калибрами;
расстояниемеаду роликовыми калибрами.
Фиг.1
Подписное
| Слоним А.З | |||
| и др | |||
| Машины для правки листового и сортового материала | |||
| М.: Машиностроение, 1975, с | |||
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
