(54) СПОСОБ ОТЛИВКИ ЦИЛИНДРОВ С ФЛАНЦАМИ НА УСТАНОВКЕ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| Установка для непрерывного литья | 1980 |
|
SU869944A1 |
| Способ полунепрерывного литья чугунных труб | 1978 |
|
SU789215A1 |
| Установка для непрерывного литья мерных полых цилиндрических заготовок | 1980 |
|
SU933214A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1991 |
|
RU2026768C1 |
| Установка для непрерывного литья полых заготовок | 1988 |
|
SU1574352A1 |
| Установка непрерывной разливки металлов горизонтального типа | 1979 |
|
SU1109246A1 |
| Затравка для установки полунепрерывного литья заготовок | 1979 |
|
SU910327A1 |
| УСТАНОВКА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ | 1980 |
|
SU875716A1 |
1
Изобретение относится к металлургии, конкретнее к полунепрерывному литью цилиндров и предназначено преимущественно для отливки корпусов сушильных цилиндров бумагоделательных машин.
Наиболее близким к изобретению по технической сушности является способ отливки цилиндров (труб) на установках полунепрерывного литья, включающий подачу металла в кристаллизатор, формирование внутреннего торцового фланца с помощью кольцевого стержня и вытягивание заготовки 1.
Однако известным способом можно отливать цилиндры,(трубы) только с одним нижним фланцем или раструбом, что не удовлетворяет потребности бумогоделательного машиностроения, так как для изготовления сушильных цилиндров необходимы цилиндрические корпуса с двумя внутренними торцевыми фланцами.
Целью изобретения является возможность получения цилиндров с двумя внутренними торцовыми фланцами на установках полунепрерывного литья.
Поставленная цель достигается тем, что в известном способе отливки цилиндров с фланцами на установках полунепрерывного литья, включающем подачу металла в кристаллизатор, формирование внутреннего торцового фланца с помощью кольцевого стержня и вытягивание заготовки, перед подачей металла в кристаллизаторе устанавливают второй стержень, а подачу металла осуществляют в два этапа, причем после подачи основной порции металла прекращают вытягиЪание заготовки и опускают второй стержень на величину, равную толщине верхнего фланца, а затем заливают мерную порцию металла и отсоединяют второй стержень.
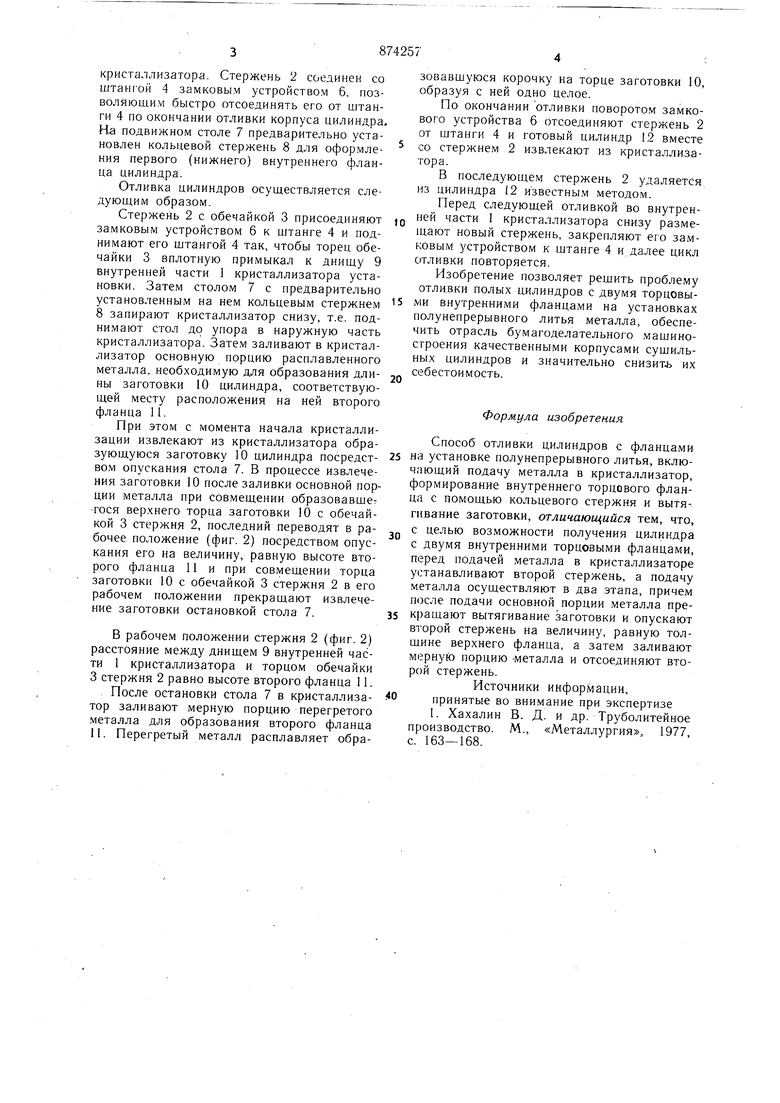
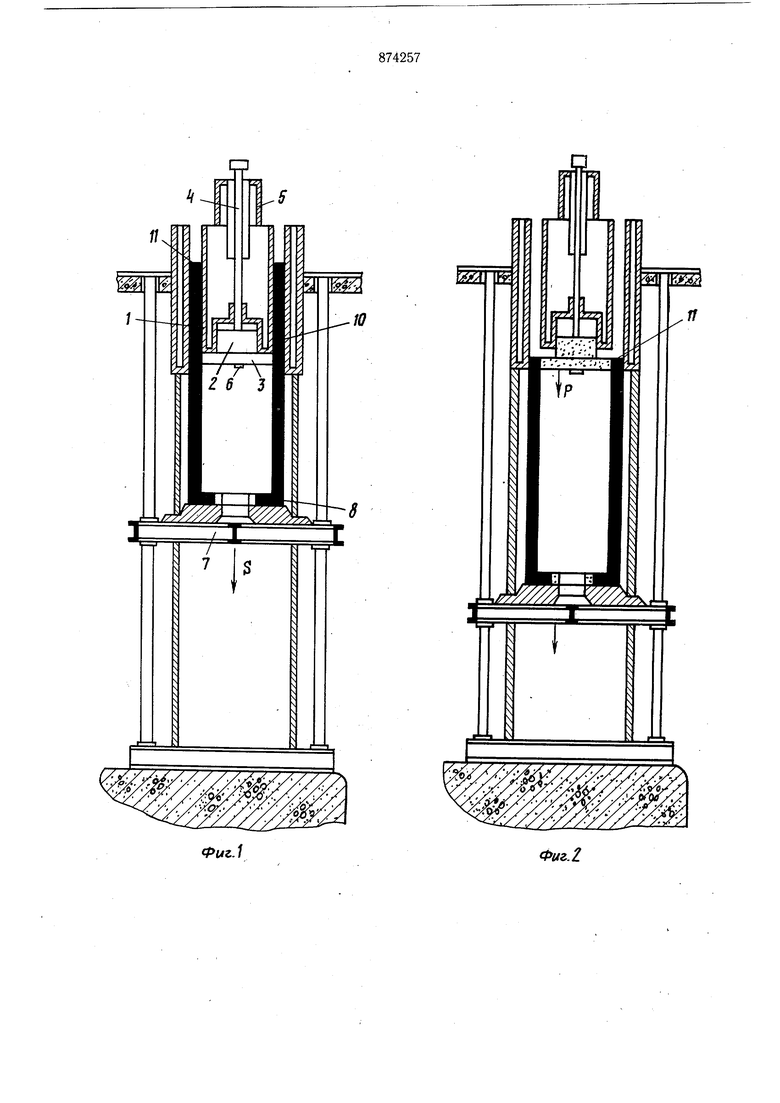
На фиг. 1 представлена установка полунепрерывного литья в момент окончания заливки основной порции металла, общий вид; на фиг. 2 - установка в момент перед ливкой мерной порции металла; на фиг. 3 - установка в момент окончания отливки цилиндра.
В установке во внутренней части 1 кристаллизатора концентрично размещен быстросменный стержень 2 с обечайкой 3 для оформления второго (верхнего) внутреннего фланца цилиндра, связанный со штангой 4, установленной с возможностью вертикального перемещения и закрепленной на крышке 5
кристаллизатора. Стержень 2 соединен со штансой 4 замковым устройством 6, позволяющим быстро отсоединять его от штанги 4 по окончании отливки корпуса цилиндра. На подвижном столе 7 предварительно установлен кольцевой стержень 8 для оформления первого (нижнего) внутреннего фланца цилиндра.
Отливка цилиндров осуществляется следующим образом.
Стержень 2 с обечайкой 3 присоединяют замковым устройством 6 к щтанге 4 и поднимают его штангой 4 так, чтобы торец обечайки 3 вплотную примыкал к днищу 9 внутренней части 1 кристаллизатора установки. Затем столом 7 с предварительно установленным на нем кольцевым стержнем 8 запирают кристаллизатор снизу, т.е. поднимают стол до упора в наружную часть кристаллизатора. Затем заливают в кристаллизатор основную порцию расплавленного металла, необходимую для образования длины заготовки 10 цилиндра, соответствующей месту расположения на ней второго фланца 11.
При этом с момента начала кристаллизации извлекают из кристаллизатора образующуюся заготовку 10 цилиндра посредством опускания стола 7. В процессе извлечения заготовки 10 после заливки основной порции металла при совмещении образовавшет гося верхнего торца заготовки 10 с обечайкой 3 стержня 2, последний переводят в рабочее положение (фиг. 2) посредством опускания его на величину, равную высоте второго фланца 11 и при совмещении торца заготовки 10 с обечайкой 3 стержня 2 в его рабочем положении прекращают извлечение заготовки остановкой стола 7.
В рабочем положении стержня 2 (фиг. 2) расстояние между днищем 9 внутренней части 1 кристаллизатора и торцом обечайки 3 стержня 2 равно высоте второго фланца 11.
После остановки стола 7 в кристаллизатор заливают мерную порцию перегретого металла для образования второго фланца 11. Перегретый металл расплавляет образовавшуюся корочку на торце заготовки 10, образуя с ней одно целое.
По окончании отливки поворото.м замкового устройства 6 отсоединяют стержень 2 от щтанги 4 и готовый цилиндр 12 вместе со стержнем 2 извлекают из кристаллизатора.
В последующем стержень 2 удаляется из цилиндра 12 известным методом.
Перед следующей отливкой во внутренP ней части 1 кристаллизатора снизу размещают новый стержень, закрепляют его замковым устройством к щтанге 4 и далее цикл отливки повторяется.
Изобретение позволяет рещить проблему отливки полых цилиндров с двумя торцовыми внутренними фланцами на установках полунепрерывного литья металла, обеспечить отрасль бумагоделательного мащиностроения качественны.ми корпусами сушильных цилиндров и значительно снизит их себестоимость.
Формула изобретения
Способ отливки цилиндров с фланцами 5 на установке полунепрерывного литья, включающий подачу металла в кристаллизатор, формирование внутреннего торцового фланца с помощью кольцевого стержня и вытягивание заготовки, отличающийся тем, что, с целью возможности получения цилиндра с двумя внутренними торцовыми фланцами, перед подачей металла в кристаллизаторе устанавливают второй стержень, а подачу металла осуществляют в два этапа, причем после подачи основной порции металла прекращают вытягивание заготовки и опускают второй стержень на величину, равную толщине верхнего фланца, а затем заливают мерную порцию -металла и отсоединяют второй стержень.
Источники информации, принятые во внимание при экспертизе
//
7
Фиг.1
0uz.Z
Л
ViSi
-:..
X
..-...
О л.
Фиг.З
