I
Изобретение относится к металлургии, конкретнее к полунепрерывной разливке металлов и сплавов, и касается конструкции затравок с отделяемыми головками.
Известна затравка установки непрерывной разливки металлов, содержащая головку, корпус и механизм их сцепления, содержащий замок клещевого типа, и полый замыкающий элемент в виде кольца с внутренней конической поверхностью, фиксирующего клещевины замка в рабочем положении t П..
Для отсоединения головки от корпуса под кристаллизатором установлена приемная корзина, в дне которой выполнено отверстие, через которое свободно проходит только корпус затравки, а замыкающее кольцо, достигнув дна корзины, останавливается и освобождает клещевины замка, и, следовательно, головку затравки. При этом клещевины корпуса под действием своего веса расходятся в сто.роны, так как расположены сбоку от оси их поворота,.
Основным недостатком известной затравки является неудобство и трудоемкость, ее подготовки к рабочему циклу. Для ее сборки обслуживающему установку персоналу необходимо спуститься вниз к приемной корзине для сближения клещевин зам10 .ка и заведения их в отверстие в дне приемной корзины. Следовательно, подготовительные операции перед сборкой головки и корпуса затравки необходимо начинать в нижfSнем от кристаллизатора положении.
Такая сборка неприемлема при полунепрерывном литье заготовок ввиду большого числа рабочих циклов в смет
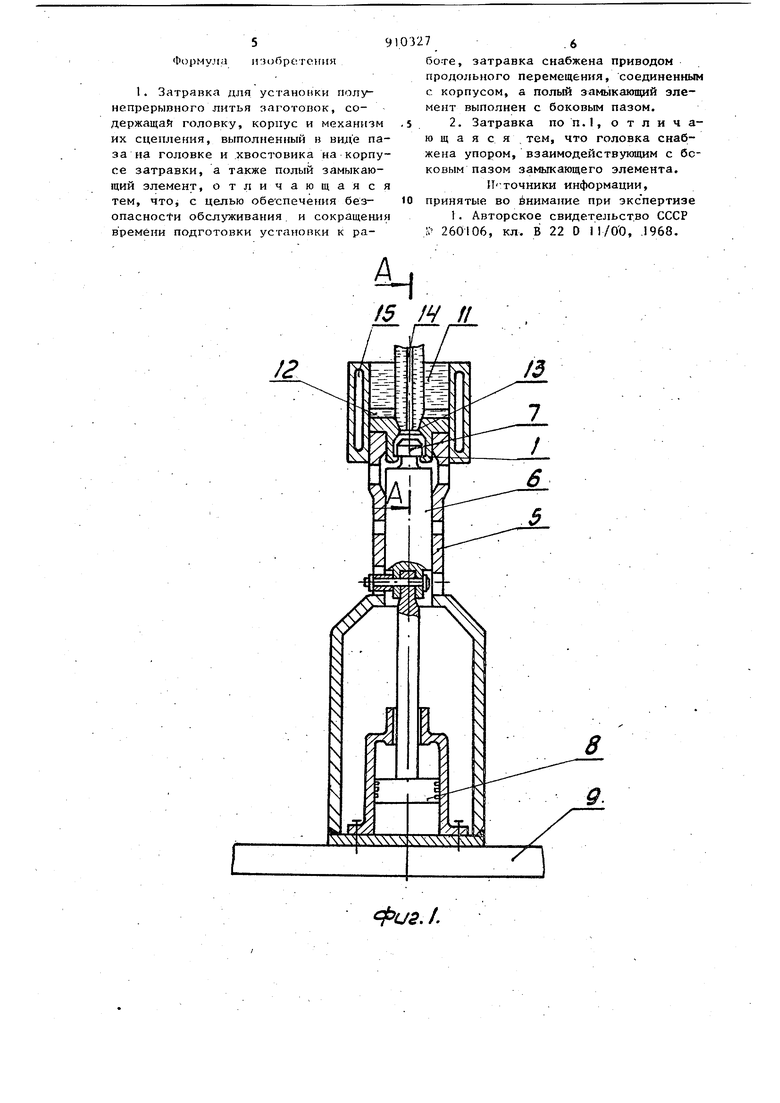
20 ну, что вызывает, либо размещение рабочего в нижнем положении затравки v у приемной корзины под кристаллизатором, либо необходимость спускаться вниз каждый раз для подготовки ее к работе. Однако постоянное пребывание пе сонала в нижнем от кристаллизатора положении небезопасно, а перемещен рабочего вниз перед каждым циклом увеличивает время на подготовитель работы. Целью настоящего изобретения яв ляется обеспечение безопасности об служивания и сокращение времени подготовки установки к работе. Эта цель достигается тем, что и вестная затравка, содержащая голов корпус, механизм их сцепления в ви паза на головке и хвостовика на ко пусе затравки, и полый замыкающий элемент, снабжена также приводом п дольного перемещения, соединенным корпусом, а полый замыкаю1ций элеме выполнен с боковым пазом. Для фиксации головки в горизонтальной плоскости она снабжена упором, взаимодействующим с боковым пазом замыкающего элемента. На фиг.1 изображена затравка с приводом продольного перемещения, общий вид; на фиг.2 - продольный разрез А-А на фиг,1; на фиг.З - поперечное сечение Б-Б на фиг.2. Затравка содержит головку I с фланцем 2, снабженную открытым сниз и сбоку пазом 3 и упором Д. Фланец 2 головки опирается на то рец полого замыкающего элемента 5, в котором расположен с возможностью продольного перемещения корпус 6 затравки. Верхний конец корпуса -6 снабжен хвостовиком 7, который входит в паз головки, а нижний конец корпуса соединен с приводом продоль ного перемещения.8, выполненным, например, в виде силового цилиндра, ,закрепленного на столе 9 установки. Полый замыкающий элемент 5 выпол нен с боковым пазом 10, соосным с пазом 3 головки затравки и взаимодействующим с боковыми поверхностями упора 4. Для соединения затравки с отливаемой заготовкой 1 на рабочем торце головки 1. имеется паз 12 типа ласточкина хвоста.Для отливки полых заготовок на рабочем торце головки выполняют углубление 13 для установки песчаного стержня 14. Предлагаемая затравка работает следующим образом. В начале рабочего цикла стол 9 поднимают от пульта управления (на фигурах не показан к кристаллизатору 15, а корпус 6 приводом продольного перемещения 8 выдвигают в верхнее положение. Головку 1 через боковой паз .10 полого замыкающего элемента 5 надевают на корпус 6 таким образом, чтобы хвостовик 7 вошел в паз 3. При этом упор 4, контактируя боковыми поверхностями со стенками паза 10, предохраняет головку от проворачивания в полом замыкающем элементе 5. После установки.головки 1 .корпус |б приводом продольного перемещения 8 подают вниз и прижимают фланец 2 головки к торцу полого замыкающего элемента 5, а хвостовик 7 к нижней поверхности паза 3 головки, фиксируя ее в вертикальной плоскости. После этого собранная затравка заводится столом 9 в кристаллизатор 15. В случае отливки полых заготовок в углубление 13 головки устанавливайт песчаный стержень 4. После этого начинают подачу жидкого металла,, который, попадая в паз 12 типа ласточкина хвоста, затвердевает, обеспечивая соединение заготовки I1 с затравкой. Помере поступления металла в кристаллизатор и его затвердевания стол 9 опускается на заданную величину - длину заготовки , где, набегая на концевой выключатель, останавливается. Приводом продольного перемещения 8 поднимают корпус 6, давая воз-. Можность при помощи подъемника снять головку 1 с заготовкой 11 с хвостовика 7 через паз 10 полого замыкающего элемента. С поднятой заготовки снимается головка, и цикл повторяется. Использование изобретения позволяет исключить пребывание обслуживающего персонала под кристалЛизатором, так как все сборочные работы, а именно установка головки и ее.зажатие, производятся над кристаллизатором на поднятом корпусе затравки, что позволяет повысить безопасность и удобство эксплуатации и сократить время ПОДГОТО.ВКИ установки к работе за счет исключения необходимости спуска рабочего под крис яшшзатор.
Формула изобретения
1. Затравка для установжи полу непрерывного лнтья заготовок, содержащей головку, корпус и механизм их сцепления, выполненный в виде паза на головке и .хвостовика на корпусе затравки, а также полый замыкающий элемент, отличающаяся тем, что, с целью обеспечения безопасности обсл гживания. и сокращения времени подготовки установки к ра/2
76
боте, затравка снабжена приводом продольного перемещения, соединенным с корпусом, а полый злмьжающий элемент выполнен с боковым пазом. 2. Затравка по п.1, о т л и ч аю щ а я с я тем, что головка снабжена упором, взаимодействующим с боковым пазом замыкающего элемента,
И-точники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР ;; 260106, кл. В 22 D il/0O, J968,
фиг. /.
12
6i
Фиг. 2
6-6
Фиг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Захват для грузов | 1980 |
|
SU944764A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| Устройство для выдачи слитков машины полунепрерывного литья | 1983 |
|
SU1102658A1 |
| Установка для непрерывного литья | 1980 |
|
SU869944A1 |
| Установка многоручьевой полунепрерывной разливки стали | 1974 |
|
SU519274A1 |
| Затравка для машины полунепрерывного литья | 1983 |
|
SU1097437A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| Устройство для отделения затравки машин полунепрерывного литья | 1982 |
|
SU1020183A1 |
| Установка для полунепрерывного литья | 1983 |
|
SU1135539A1 |

