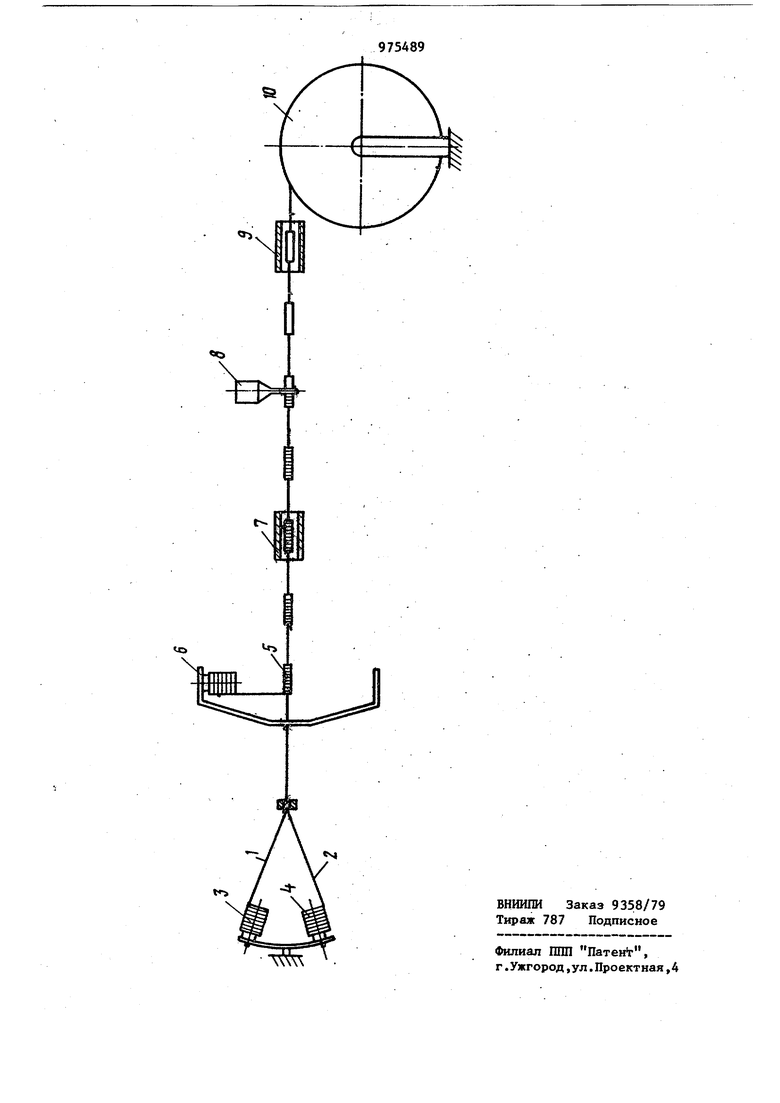
Изобретение относится к электронной технике и приборостроению, в част ности к технологическим процессам изготовления электрических катушек (резисторов, катушек индуктивности и т.д.). Известен.проволочный резистор состоящий из каркаса, обмотки и токо-. выводов, каркас : оторого образован скрепленными по образующей изолирован НЫМ11 проводниками til. Однако при изготовлении таких резисторов наблюдается большой разброс. их параметров. Известен способ изготовления катушек, содержащий изготовления каркаса, намотку на каркас, скрепление витков, нанесение защитного покрытия и запечку 2. Недостатком известного способа является низкая производительность, так как каждая электрическая катушка изготавливается отдельно, и по этой же причине бывает значительный разброс их параметров. Цель изобретения - повышение производительности. Поставленная цель достигается тем, что каркас формируют из проводников, одновременно сматываемых ,с катушек и закрепляют их концы на б,арабане, а после запечки проводники с намотанными на них катушками наматывают на приемный барабан. Таким образом провод используется в качестве исходного материала для изготовления всех конструктивных элементов электрических катушек (.каркаса, токовыводов, обмоток), осуществляется непрерывность производства и накопление и хранение катушек на приемном барабане, выполняющим функции вращающегося контейнера. На чертеже представлена схема осуществления способа. В качестве исходного материала для токовыводов используются провода
I и 2, размещенные соответственно на бобинах 3 и 4. В процессе производства электрических катушек провода и 2 совмещают по образунлцей и последовательно протягивают со скоростью 0,1-1,0 м/мин через функциональные технологические узлы формирования катушек, скрепления витков в сплошной монолит и нанесения наружного защитного покрытия. Режим функционирования отдельных технологических узлов в процессе реализации производственного цикла получения катушек предполагает последовательное во.времени чередование рабочих и холостых ходов оборудования.Рабочий ход сводится к выполнению конкретных технологических операций (формирование обмотки, скреплению витков в единый монолит,нансению наружного защитного покрытия). Холостой ход оборудования соответствует времени перемещения исходных элементов конструкции катушек между соответствующими технологическими узлами. Формирование секций катушек производится с ПОМОЩЬЮ намоточного узла 6, функционирующего по автоматическому циклу со скоростью 300010000 об/мин. Скрепление витков осуществляется в цилиндрической печи 7, обеспечивающей .нагрев обмоток до температуры, достаточной для размягчени наружного термопластичного слоя обмоточного провода (150-200С); после выхода обмоток из печи происходит естественное охлаждение и отверждени термопластичного слоя в результате чего витки обмотки катушки скрепляются в единый монолит. Далее катушки с проводниками протягиваются через лакобый узел 8, с помощью которого наносится наружное защитное пЬкрытие, запечки которого осуществляют в цилиндрической пеЧи 9 при 200-300 Распределенные с определенным шагом не. совмещенньгх проводниках 1 и 2, катушки наматываются на вращакядийся барабан 10, который служит контейнером для их накопления и хранения.
Процесс изготовления катушек заканчивается вьццелением отдельных катулгек, формированием контактных узлов в местах соединения концов обмотки с токовыводами, после чего осуществляется выходной контроль готовых изделий.
Режим работы узла намотки и вращакяцегося барабана согласованы между собой таким образом, что при неработающем узле намотки (холостой ход оборудования) барабан вращается со значительно большей скоростью, которая затем снижается и поддерживается на определенном уровне в течение времени рабочего хода оборудования.
Тех-нико-экОномический эффект от использования изобретения заключается в значительном повышении производительности при изготовлении катушек за счет непрерывности технологического процесса и совмещения операций формирования каркаса и намотки. При этом также повышается качество катушек за счет снижения разброса их параметров и механизации технологического процесса.
Формула изобретения
Способ изготовления электрических катушек, содержащий операции формирования каркаса путем соединения по обазующей изолированных проводников, намотки на каркас провода, скрепления витков, нанесения запщтного покрытия . и запечки, отличающийся тем, что, с целью повышения произвоительности, каркас формируют из проводников, одновременно сматываемых с катушек, и закрепляют их концы на барабане, а после запечки проводники с намотанными на них катушками наматывают на приемный барабан.
Источники информации, принятые во внимайие при экспертизе
1.Авторское свидетельство СССР №433544, кл. Н 01 С 3/00, 1977.
2.Сахаров П.В. Технология электроаппаратостроения. М., Госэнергоиздат, 1956, с. 201-227.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления катушек высоковольтных электротехнических устройств | 1989 |
|
SU1742870A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК С ТОРЦЕВЫМ ОХЛАЖДЕНИЕМ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ УСТАНОВОК | 1991 |
|
RU2037897C1 |
| Способ изготовления обмоток линейных цилиндрических электрических машин и устройство для его осуществления | 1987 |
|
SU1525822A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Способ изготовления моточных изделий из изолированного провода | 1979 |
|
SU792331A1 |
| Устройство для намотки катушек трансформаторов | 1979 |
|
SU855760A1 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ТОКА | 2010 |
|
RU2521715C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМАТОРА | 2014 |
|
RU2572834C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНОЙ КАТУШКИ ИНДУКТИВНОСТИ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605769C1 |
| ОБМОТКА СРЕДНЕГО И ВЫСОКОГО НАПРЯЖЕНИЯ ДЛЯ ТРАНСФОРМАТОРОВ БЕЗ СЕРДЕЧНИКА | 1996 |
|
RU2178596C2 |