АВТОМАТ ДЛЯ МЕРНОЙ РЕЗКИ ПРОВОДА, ЗАЧИСТКИ И ЛУЖЕНИЯ ЕГО КОНЦОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки электромонтажных проводов | 1977 |
|
SU936784A1 |
| Автомат для обработки электромонтажных проводов | 1990 |
|
SU1837371A1 |
| Автомат для мерной резки проводови зАчиСТКи иХ КОНцОВ OT изОляции | 1978 |
|
SU796971A1 |
| Устройство для мерной резки и подготовки проводов к монтажу | 1974 |
|
SU572869A1 |
| Автомат для обработки электромонтажных проводов | 1984 |
|
SU1292089A1 |
| Автомат для подготовки электрических проводов к монтажу | 1984 |
|
SU1339709A1 |
| Автомат для подготовки проводов к монтажу | 1987 |
|
SU1457041A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ «ШПАС» | 1969 |
|
SU236971A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1973 |
|
SU379704A1 |
| Автомат для подготовки электрических проводов к монтажу | 1986 |
|
SU1464232A1 |

I
Изобретение относится к технологическому оборздованию для обработки монтажных проводов и может быть использовано в радио и электротехнической промышленности.
Известное устройство, служащее для этих целей, выполнено в виде двух раздвижных дисков, но окрзжности которых размепдены штыри для укладки на них провода подпружиненным кулачком, имеющим отверстие для прохода провода.
Однако известное устройство не обеспечивает качественной обработки проводов, так как такая конструкция не позволяет осуществлять снятие изоляции равномерно по длине зачищаемого участка.
Цель изобретения - создать конструкцию, обеспечивающую высокое качество обработки концов проводов.
Это достигается тем, что механизм отмера и отрезки провода выполнен в виде поворотного рычага с регулируемым ходом, установленного на валу, связанном с приводом, содержащего клиновой захват, раскладывающий провод вдоль роликов, расположенный на столе, а устройство подачи провода на дальнейшие операции выполнено в виде ротора, по периметру которого расположены фиксирующие провод зажимы, и крючка установа провода в зажим. Улучшение качества обработки концов достигается также наличием в автомате механизма обжига, выполненного в виде смещающихся нагревательных элементов.
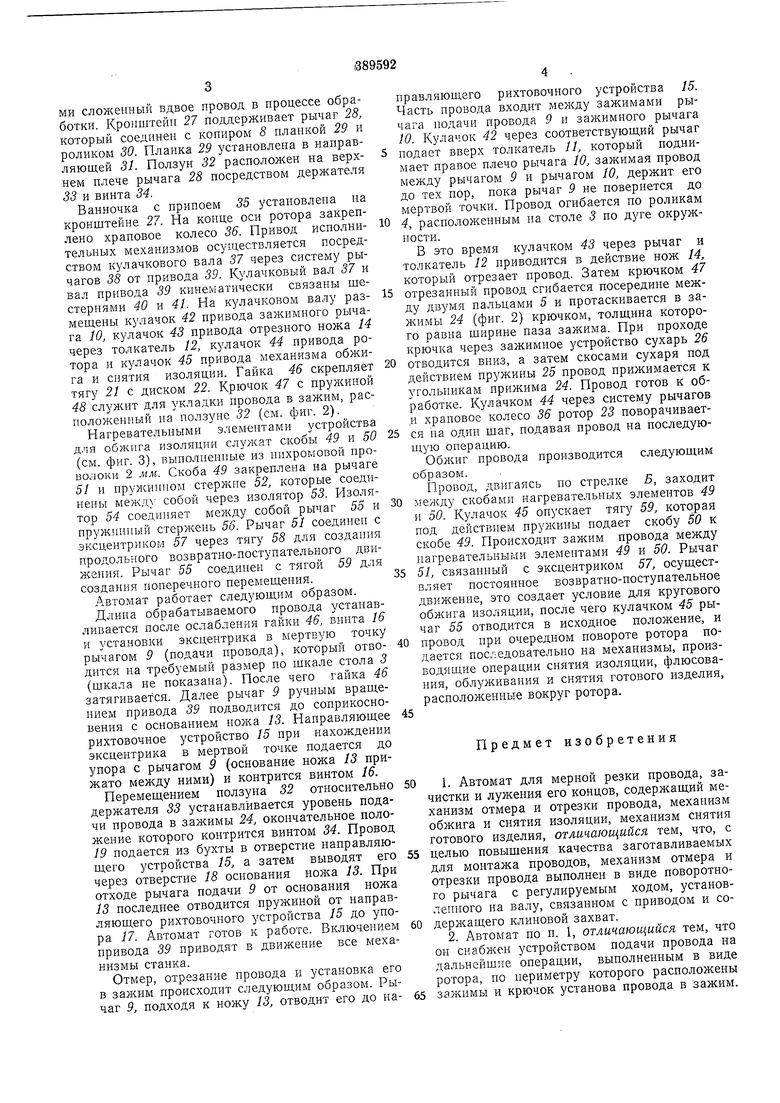
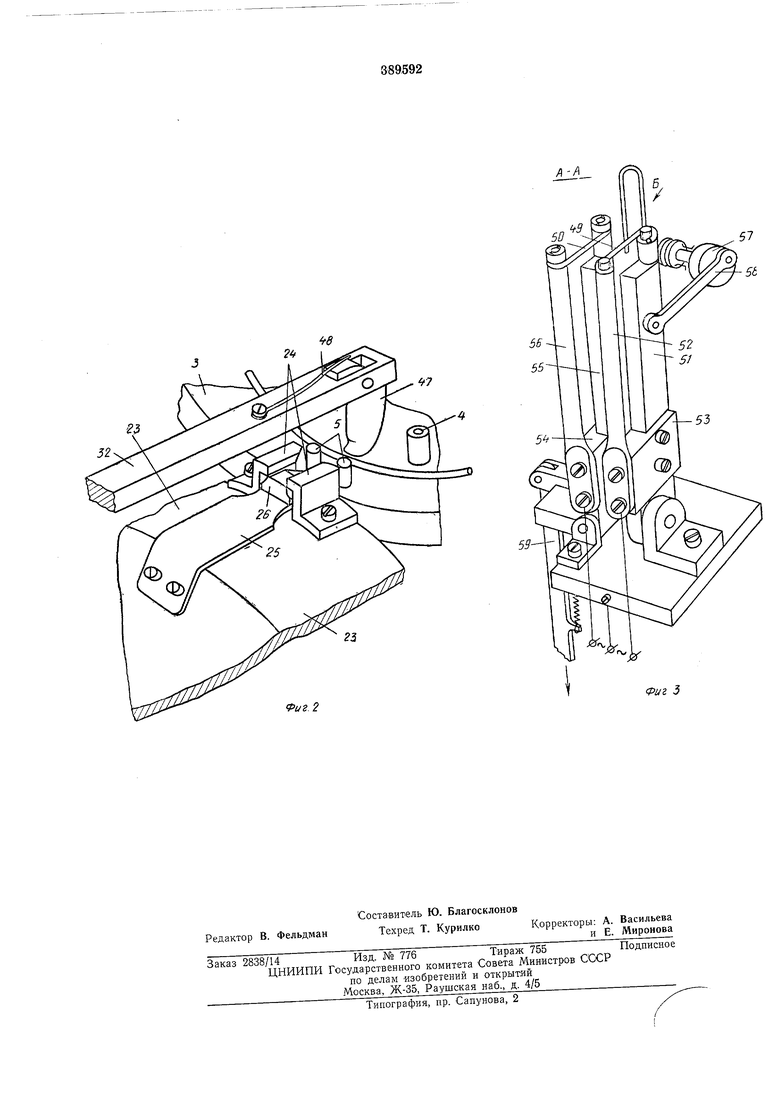
На фиг. 1 изображен предлагаемый автомат в общем виде; на фиг. 2 показано устройство подачи провода на дальнейшие операции; на фиг. 3 приведен механизм обжига концов провода.
Автомат для мерной резки провода, зачистки и лул :ения его концов состоит из основания Л на котором установлена подщипииковая втулка 2, в верхней части которой закреплен круглый стол 3. На столе расположены ролики 4 и два пальца 5. На пустотелой оси 6, проходящей во втулке 2, закреплена щестерня 7, дугообразный копир 8, рычаг подачи провода 9 с зажимным рычагом JO. В пустотелом толкателе 11, расположенном внутри оси 6, установлен толкатель 12. Основание ножа 13 с подвижным ножом J4 размещено
на шейке втулки 2.
Рихтовочное устройство 15 с зажимным винтом 16 и упором 17 расположены на столе. Отверстие 18 для прохода провода 19 из бухты находится в основании ножа 13. Зубчатый сегмент 20, взаимодействующий с щестерией 7, тягой 21 соединен с диском 22.
Ротор 23 размещен на наклонной частн основания У. На нем по периметру расположены зажимные устройства 24 с пластинчатыми
прзжинами 25 и сухарями 26, удерживающими сложенный вдвое провод в процессе обработки. Кронштейн 27 поддерживает рычаг 28, который соединен с копиром 8 нланкой 29 и роликом 30. Планка 29 установлена в направляющей 81. Ползун 32 расположен на верхнем плече рычага 28 посредством держателя 33 и винта 34.
Ванночка с припоем 35 установлена на кронштейне 27. На конце оси ротора закреплено храповое колесо 36. Привод исполнительных механизмов осуществляется посредством кулачкового вала 57 через систему рычагов 38 от привода 39. Кулачковый вал 37 и вал привода 39 кинематически связаны шестернями 40 и 41. Па кулачковом валу размещены кулачок 42 привода зажимного рычага 10, кулачок 43 привода отрезного ножа 14 через толкатель 12, кулачок 44 привода ротора и кулачок 45 привода механизма обжига и снятия изоляции. Гайка 46 скрепляет тягу 21 с диском 22. Крючок 47 с пружиной 48 слунсит для укладки провода в зажим, расположенный на ползуне 32 (см. фиг. 2).
Пагревательными элементами устройства для изоляции служат скобы 49 и 50 (см. фиг. 3), выполненные из нихромовой проволоки 2 мм. Скоба 49 закреплена на рычаге 5/ и пружннном стержне 52, которые соединены между собой через изолятор 53. Изолятор 54 соединяет ме}кду собой рычаг 55 и пружинный стержень 56. Рычаг 51 соединен с эксцентриком 57 через тягу 58 для создаиия продольного возвратно-поступательного движения. Рычаг 55 соединен с тягой 59 для создания поперечного перемещения.
Автомат работает следующим образом.
Длина обрабатываемого провода устанавливается после ослабления гайки 46, винта 16 и установки эксцентрика в мертвую точку рычагом 5 (подачи провода), который отводится на требуемый размер по щкале стола 3 (шкала не показана). После чего гайка 46 затягивается. Далее рычаг 9 ручным вращением привода 39 подводится до соприкосновения с основанием ножа 3. Направляющее рихтовочное устройство 15 при нахождении эксцентрика в мертвой точке подается до упора с рычагом 9 (основание ножа 13 прижато между ними) и контрится винтом 16.
Перемещением ползуна 32 относительно держателя 33 устанавливается уровень подачи провода в зажимы 24, окончательное положение которого контрится винтом 34. Провод 9 подается из бухты в отверстие направляющего устройства 15, а затем выводят его через отверстие 18 основания 13. При отходе рычага подачи 9 от основания ножа 13 последнее отводится пружиной от направляющего рихтовочного устройства 15 до упора 17. Автомат готов к работе. Включением привода 39 приводят в движение все механизмы станка.
Отмер, отрезание провода и установка его в зажим происходит следующим образом. Рычаг 9, подходя к ножу 13, отводит его до направляющего рихтовочного устройства 15. Часть провода входит между зажимами рычага подачи провода 9 и зажимного рычага 10. Кулачок 42 через соответствующий рычаг
подает вверх толкатель 11, который поднимает правое плечо рычага 10, зажимая провод между рычагом 9 и рычагом 10, держит его до тех пор, пока рычаг 9 не повернется до мертвой точки. Провод огибается но роликам
4, расположенным на столе 3 по дуге окружности.
В это время кулачком 43 через рычаг и толкатель 12 приводится в действие нож 14, который отрезает провод. Затем крючком 47
отрезанный провод сгибается посередине между двумя пальцами 5 и протаскивается в зажимы 24 (фиг. 2) крючком, толщина которого равна ширине паза зажима. При проходе крючка через зажимное устройство сухарь 26
отводится вниз, а затем скосами сухаря под действием пружины 25 провод прижимается к угольникам прижима 24. Провод готов к обработке. Кулачком 44 через систему рычагов и храповое колесо 36 ротор 23 новорачивается на один шаг, подавая провод на последуюИ1,ую операцию.
Обжиг провода производится следующим образом.
Провод, двигаясь по стрелке Б, заходит
между скобами нагревательиых элементов 49 и 50. Кулачок 45 опускает тягу 59, которая под действием пружины подает скобу 50 к скобе 49. Происходит зажим провода между нагревательными элементами 49 и 50. Рычаг
51, связанный с эксцентриком 57, осуществляет постоянное возвратно-поступательное движение, это создает условие для кругового обжига изоляции, после чего кулачком 45 рычаг 55 отводится в исходное положение, и
провод при очередном повороте ротора подается поСьгСдовательпо на механизмы, производящие операции снятия изоляции, флюсования, облуживания и снятия готового изделия, расположенные вокруг ротора.
Предмет изобретения
1, Автомат для мерной резки провода, зачистки и лужения его концов, содержащий механизм отмера и отрезки провода, механизм обжига и снятия изоляции, механизм снятия готового изделия, отличающийся тем, что, с
целью повышения качества заготавливаемых для монтажа проводов, механизм отмера и отрезки провода выполнен в виде поворотного рычага с регулируемым ходом, установленного на валу, связанном с приводом и содержащего клиновой захват.
зажимы и крючок установа провода в зажим. б 3. Автомат по п. 1, отличающийся тем, что, с целью надежного и равномерного обжига 35 5 S Ю 6 концов провода, механизм обжига изоляции выиолнен в виде смещающихся скоб. /Д
52
Put2
Я-Я
4-7
Фиг 5
