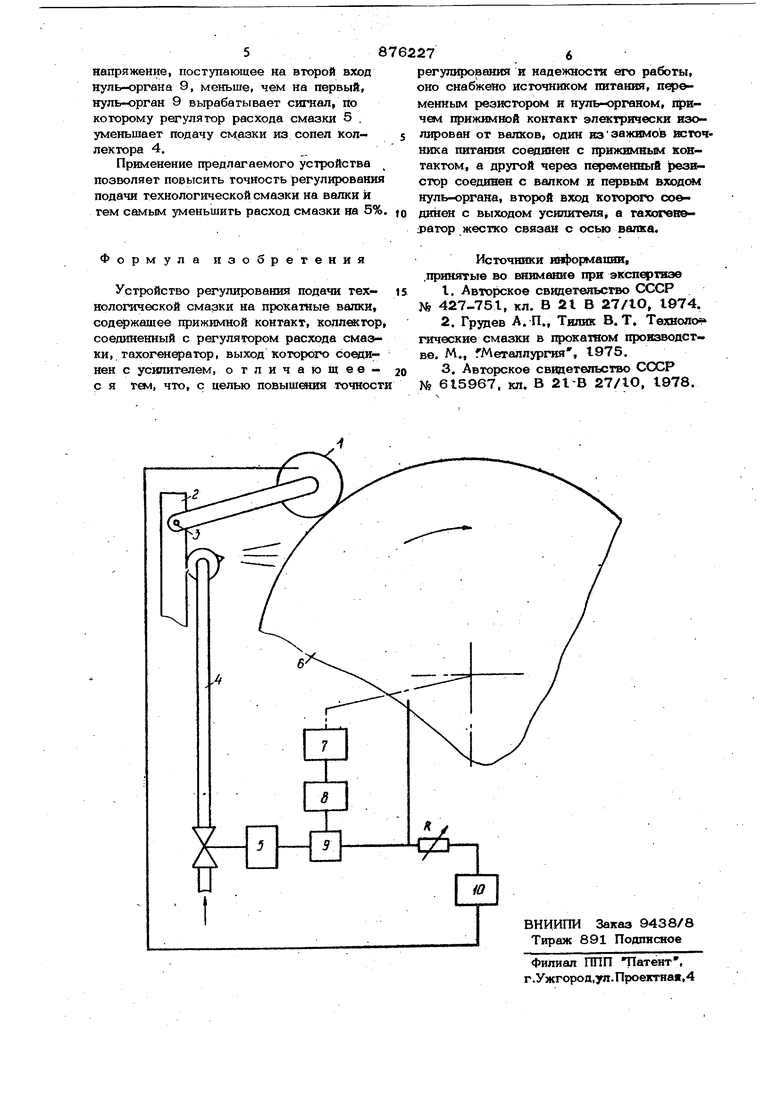
Изобретение относится к прокатному (производству, в частности к устройствам для подачи смазки на валки. Известно устройство для подачи смазки на валки прокатного стана горячей про каткИ| содержащее 1фижимные ролики, кол лектор и регулятор расхода смазки .У. Известно также устройство для подачи смазки на валки прокатного стана, имеющие форсунки для нанесения смазки, магистраль подвода смазки, регулирукицую и запорную арматуру Г2, Однако известные устройства не позво ляют изменять количество пoдaвaQv oй смазки при изменении скорости прокатки и автоматизировать процесс подачи смазки. Наиболее близким по технической сущности к предлагаемому- является устрой, ство для подачи технологической смазки на прокатные валки. Известное устройство содержит прижимной ролик, взаимодействукндий с валком, снабженный тормозным устройством и соединенный с регулятором расхода смазки с помощью тахогенератора и коллектора З. Известное устройство содержит тахогенератор и тормозное уст:ройство ролика, контактирующего с прокатным валком. Эти элементы расположены в межклетевом промежутке в непосредственной близости от прокатных валков и в условиях высокой температуры, фызг .воды, масла, пара, разлетающихся кусочков окалины. Работа тахог нератора и тормоза в таких условиях может быть недостаточно надежной. Кроме того, определение количества смазки на повфхности валка по изменению сцепления взаимодействующей пары трения ролик валок имеет тот недостаток, что величина коэффициента грения ролик - валок может изменяться не только от толщины слоя смазки, но также ог изменения реологических свойств смазки. Имеет место также износ валка, приводя щий к изменению передаточного отнощерия ролик - валок. Вследствие указанных причин снижается точность регулирования подачи смазки. Цель изобретения - повышение тчэчности регулирования подачи технологической смазки на.прокатные валки и повы шение надежности работы устройства. Эта цель достигается тем, что устрой ство для подачи технологической смазки на прокатные валки снабжено прижимным контактом, коллектором, соединенным с регулятором расхода смазки, тахогй1ератором, выход которого соединен с усилителем, источником питания, переменным резистором и нуль-органом, причал прижи ной контакт электрически изолирован от ва ков, один из в а жимов источника питания со динен с прижимным контактом,, а другой через переменный резистор соединен с валком и первым входом .нуль-органа, второй вход которого соединен с выходом усилителя, а тахогенератор жестко связан с осью валка. Ввод в устройство источника питания и переменного резистора, образующих с электроизолированным от валка прижимным контактом электрическую цепь измерения толщины слоя смазки, находящейся на поверхности валка, позволяет определять толщину слоя смазки путем измерения электрического сопротивления слоя смазки между контактом и валком, что повышает точность измерения. Выполнение резистора переменнЫм по зволяет производить регулщэовку тока в измерительной цепи в зависимости от свойств технологической смазки, требуемой ее толщины на валке и т.п. Введение нуль-юргана, имеющего два входа, на один из которых нодается напряжение, пропорциональное толщине фактического слоя смазки, а на другой напряжение, пропорциональное скорости прокатки, позволяег.-прЬизводить регулирование расхода смазки в зависимости от действительной толшины слоя смазки на поверхности прокатного валка и скоро сти прокатки. Жесткая связь тахогенератора с осью прокатного валка позволяет вывести тазю генератор из межклетевого промежутка и исключить тормозное устройство. Этчэ повышает точность регулирования и наде ность работы устройства. В частности, точность регулирования повышается за счет того, что при жестком соединении тахогенератора с осью валка достигается однозначное соответствие между скоросты прокатки и напряжение на выходе гахргенератора. На чертеже представлена блок-схема устройства. Прижимной контакт .1. шарнирно тфикреплен к станине 2 и изолирован от нее с помощью изолирующего подшипника 3. К станине 2 прикреплен подшипник 4, соединенный с регулятором 5, расхода смаэки, через который осуществляется подача смазки на прокатные валки 6, с которыми жест1со связан тахогенератор 7. Устройство содержит также усилитель 8, нульорган 9, источник 10 питания и переменный резистор У. . Причем источник 10, питания зажимом соединен с прижимным контактом I, а вторым через резистор Я с валком 6 и первьш входом нуль-органа 9, второй вход которого соединен с тахогенератором 7, а выход нуль-органа 9 соединен с регулятором 5 расхода смазки.УС тройство работает следующим образом. Расчетным шщ опытным устанавливают Збюисимость тока в электрической цепи источник Ю - контакт I - валок 6 - резистор R от толщины слоя данной технологической смазки, находящейся на поверхности валка 6. С помощью переменного резистора R устанавливают необходимый номинальный ток в этой цепи. В усилителе 8 устанавливают необходимый коэффициент усиления напряжения с тахо- генератора 7, т.е. устанавливают соответствие между напряжением на выходе усилителя 8, отфеделякяцее величину расхода смазки и скоростью прокатки. При прокатке тахогенератор 7 обрабатывает электрическое напряжение, пропорциональное скорости прокатки, которое усиливается усилятеп&л 8,, сигнал с которого поступает на второй вход нутш-органа 9.; На первый вход нуль-органа 9 поступает напряжение {фопорциональное току в цепи контакт I - слой смазки - валок 6 н еменный резистор R - источник Ю контакт I. Это напряжение пропорционально толщине слоя смазки, находящейся между контактом I и валком 6, нуль-орган 9 сравнивает напряжения, приходящие на оба входа и вьфабатывает сигнал, пропорциональный разности этих напряжекий. В случае, если напряжение, приходящее на первый вход нуль-сфгана 9, меньше, чем на второй, что свидетельствует о недостаточной толщине слоя смазки на валке 6, куль-орган 9 вырабатывает сигнал, по которому регулятор расхода смазки 5 увеличивает подачу смазки из сопел коллектора 4 на валки 6. В случае, если
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи технологической смазки на валки прокатного стана | 1977 |
|
SU716657A1 |
| Устройство для подачи технологической смазки на прокатные валки | 1977 |
|
SU725730A1 |
| Устройство для подачи технологической смазки на прокатные валки | 1979 |
|
SU865452A2 |
| Устройство регулирования скорости и толщины фольги на непрерывном фольгопрокатном стане | 1981 |
|
SU988395A1 |
| Устройство для подач технологической смазки на прокатные валки | 1976 |
|
SU615967A1 |
| Устройство для нанесения смазки на валки | 1985 |
|
SU1308409A1 |
| Система регулирования натяжения полос | 1980 |
|
SU931254A1 |
| Устройство компенсации влияния эксцентриситета прокатных валков | 1977 |
|
SU737041A1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Прокатный стан | 1986 |
|
SU1349810A1 |
