1
Изобретение относится к прокатному рсжзводсгву, в частности к устройствам ля подачи смазки на валки.
Известны устройства для подачя смази на валки пр жат1юго стана, ймеюшяе форсунки для нанесения смазки, MatTtCTраль подвода смазки, регулирующую и заорную арматуру jlj .
Известные устройгва не позволяют изменять количество подаваемой смазки нри изменении скорости прокатки, не обеспечивают предупреждения возможнь х Пробуксовок валков по полосе при горячей прокатке с технологическими смаэсамн и
.,.,,.- .: „...-:л..(..,- -гл: ,-не позволяет автоматизировать тфопесс подачи смазки.
Известно устройство для подачи , нопогической смазки на валки прокатного стана, содержащее установленный на оси прижимной ролик с механизмом его торможения, магистраль подвода смазки с коллектором, расположенным рядом с роликом вдоль него, и механизм регулирования расхода смазки, установленный э магистрали подвода смазки и сидящий на ,оси ролика 2 .
Механизм регулирования расхода смазки состоит из тахогенератора, жестко связанного с осью ролика и электрически связанного с регулятором расхода смазки, который установлен на магистрали подвода смазки. При прокатке прижимной ролик прижат силой Р к валку и вращается синхронно с ним. Силу Р создают либо под действием силы тяжести ролика, либо под действием какой-либо прижимающей силы, В этом случае для вращения ролика совместно с валком должно соблюдаться усповиё-- -- -.-.-.с..-.V.--.-.-..--5
.
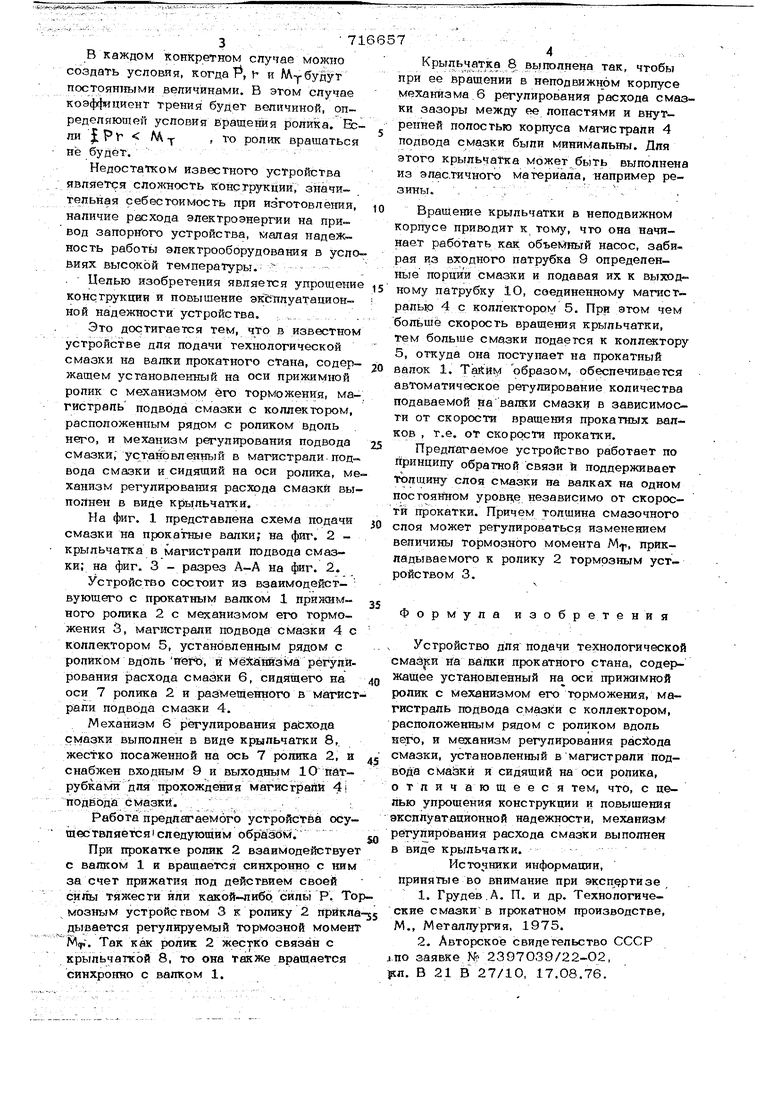
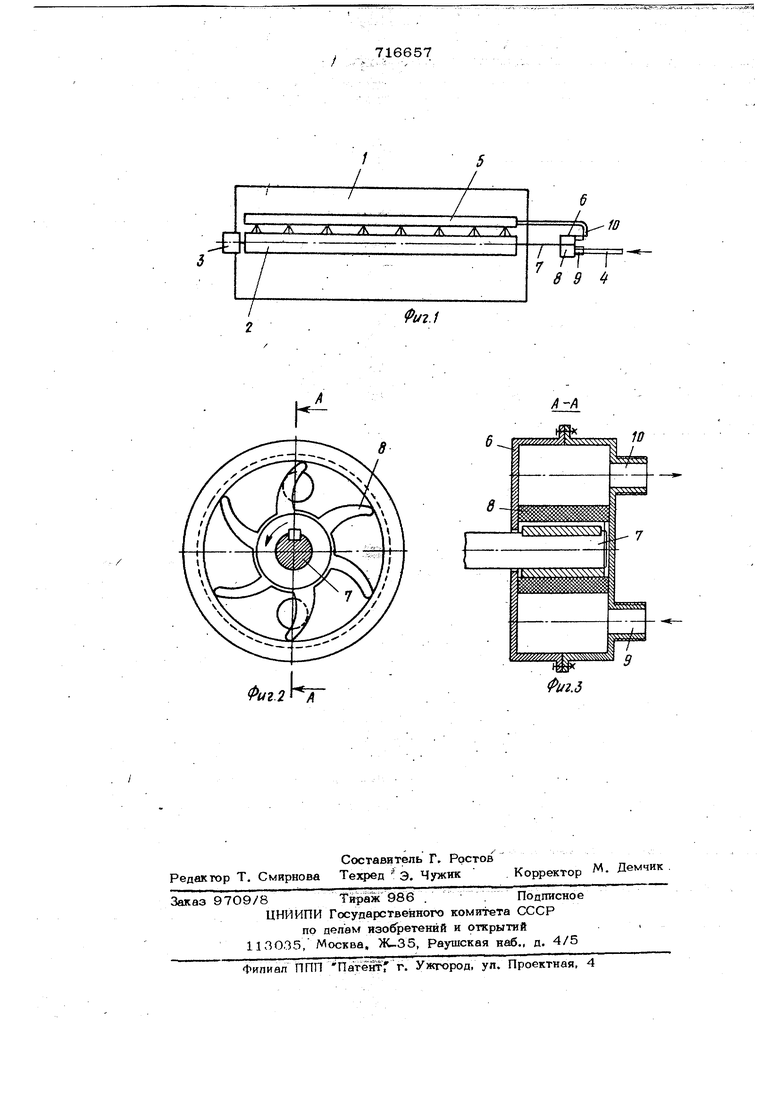
где - коэффициент трения между роликом и валком; f - радиус ролика; тормозной момент на валу ролика;Р - сила прижатил ролика к валику. :,- . . 71 В каждом конкретном случае можно создать условия, когда Т, 1- и Мубуйут постояшагми величинами. В этом случае коэффициент трения будет величиной, определяющеРг условия вращения ролика. Если Рг М-у-, то ролик вращаться не будет. . . Недостатком известнотчэ устройства ; является сложность конструкции, З1яачитедьная себестоимость при изготовления, наличие расхода электроэнергии на привод загторного устройства, малая надеясность работы электрооборудования в условиях высокой температуры. . Целью изобретения является упрощение конструкции и повышение эГеплуатационной надежности устройства. Это достигается тем, что в известном устройстве для подачи технологической смазки на валки прокатного стана, содержащем установленный на оси прижимной ролик с механизмом его торможения, магистраль подвода смазки с коллектором, расположенным рядом с роликом вдоль него, и механизм регулирования подвода смазки; устайовленный в магистрали. под вода смазки и сидящий на оси ролика, ме ханизм регулирования расхода смазки выполнен в виде крыльчатки. На фиг. 1 представлена схема подачи смазки на прокатные валки; на фиг. 2 крыльчатка в магистрали подвода смазки; на фиг. 3 - разрез А-А на . 2. Устройство состоит из взаимодействующего с прокатным валком 1 прижимного ролика 2 с механизмом его торможения 3, магистрали подвода смазки 4 с коллектором 5, установленным рядом с роликом вдойь нетгчэ, и мёхавйёШ регулйрования расхода смазки 6, сидящего на оси 7 ролика 2 и размешенного в магйст рапи подвода смазки 4. Механизм 6 регулирования расхода смазки выполнен з виде крыльчатки 8, жестко посаженной на сх:ь 7 ролика 2, и снабжен входным 9 и выходным 1О Яйтрубками для прохождения магистр апй 4 подвода смазки. .,,,. --Работа предлагаемого устройства осуществляетсяследующим образбм. При прокатке ролик 2 взаимодействует с валком 1 и вращается синхронно с ним за счет прижатия под действием своей сипы тяжести или какой-либо силы Р. То мозным устройством 3 к ролику 2 прйкпа дывается регулируемый тормозной момент . Так как ролик 2 жестко связан с крыльчаткой 8, то она также вращается синхронно с валком 1. 7 Крыльчатка 8 выполнена так, чтобы при ее ;вращении в неподвижном корпусе механизма 6 регулирования расхода смазки зазоры между ее лонастямк и внутренней полостью корпуса магистрали 4 подвода смазки были минимальны. Для этого крыльчатка может быть выполнена из эластичного материала, например резины. , . . -. Вращение крыльчатки в неподвижном корпусе приводит к тому, что она начинает работать как объеМкый насос, забирая из входного патрубка 9 определенные порции смазки и подавая их к вызсод«ому патрубку 1О, соединенному магистралькз 4 с коллектором5. При этом чем больше скорость вращения крыльчатки, тем больше смазки подается к коллетстору 5, откуда она поступает на прокатный валок 1. Таййм образом, обеспечивается ... автоматическое регулирование количества подаваемой навалки смазки в зависимости от скорости вращения прокатных валков , т.е. от скорости прокатки. Предлагаемое устройство работает по принципу обратной связи to поддерживает толщину слоя смазки на валках на одном постоянном уровн;е независимо от скорости прокатки. Причем толщина смазочного „ регулироваться изменением величины тормозного момента М, прикладываемого к ролику 2 тормозным устройством 3. Формула изобретения Устройство для подачи технологической смайри на валки прокатного стана, содер Иее установленный на оси прижимной ролик с механизмом его торможения, магистраль подвода смазки с коллектором, расположенным рядом с роликом вдоль него, и механизм регулирования смазки, установленный в магистрали подвода и сидящий на оси ролика, отличающееся тем, что, с целью упрощения конструкции и повышения эксплуатационной надежности, механизм регулирования расхода смазки выполнен в виде крыльчатки. Источники информации, принятые во внимание при 9Kcnj pTH3e 1. Грудев.А. П. и др. Технологиче смазки в прокатном производстве, М-, Металлургия, 1975. 2. Авторское свидетельство СССР j по заявке 2397039/22-02, |кл. В 21 В 27/10, 17.08.76.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи технологической смазки на прокатные валки | 1977 |
|
SU725730A1 |
| Устройство для подачи технологической смазки на прокатные валки | 1979 |
|
SU865452A2 |
| Устройство для подачи технологической смазки на валки прокатного стана | 1977 |
|
SU663460A1 |
| Устройство для регулирования подачи технологической смазки на прокатные валки | 1980 |
|
SU876227A1 |
| Устройство для нанесения технологической смазки на валки прокатного стана | 1980 |
|
SU980883A1 |
| Система подачи технологической смазки при горячей прокатке листа | 1989 |
|
SU1773516A1 |
| Прокатный стан | 1987 |
|
SU1424884A1 |
| Прокатный стан | 1987 |
|
SU1421436A1 |
| Устройство для нанесения технологической смазки на валки | 1979 |
|
SU858963A2 |
| Устройство для подачи технологической смазки на валки стана горячей прокатки | 1980 |
|
SU900895A1 |
А-А
10
ЧдЧХу
8
sXVчV V Л ЛX л:
U2.3
