1
Изобретение относится к области станкостроения и может быть использовано при обработке металлов резанием на станках с применением систем автоматического управления, в том числе с ЧПУ, в различных отраслях промьшшенности.
Известен способ механической обработки нежестких деталей с приложением .растягивающего усилия р 3-
Недостаток способа заключается в его сложности, так как необходима дополнительная операция нагревания, которая влияет на точность и качество обработки.
Цель изобретения - повьпвение точности обработки и виброустойчивости.
Цель достигается тем, что осуществляют внецентренное растяжение детали и создают изгибающий момент в направлении,противоположном изгибающему моменту, вызываемому резцом, а величину эксцентриситета устанавливают в зависимости от положения режу2
щего инструмента относительно детали, ее размеров и режимов резания.
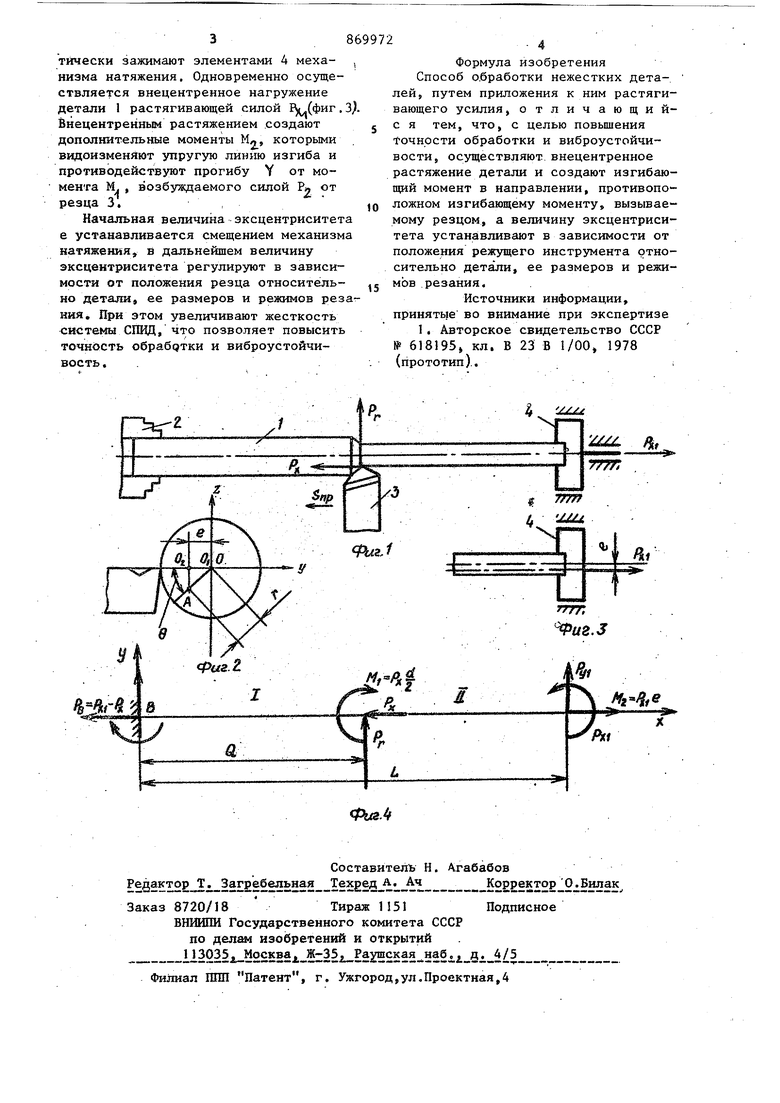
На фиг. I представлена схема обработки при центральном растяжении; на фи. 2 - упругая линия при центральном растяжении и нагружении резцсж; на 4«г. 3 - схема при внецентренном растяжении; на фиг. 4 - действукяцне на деталь моменты при внецентренном растяжении.
to
На чертежах;Pj,- сила резания; Pjf- сила растяжения; Y-прогиб детали; е - эксцентриситет при внецентренком растяжении; М.- момент силы
,j резания; момент сил внецентренного растяжения; 5,р -продольная подача.
Деталь 1 устанавливают в зажимном патроне 2 токарного станка, второй
JQ конец детали.поджимают подпружиненным центром и начинают врезание резца 3 в деталь. После врезания и обработки участка детали, достаточного для зажима, этот конец детали автома3тически зажимают элементами А механизма натяжения. Одновременно осуществляется внецентренное нагружение детали 1 растягивакнцей силой 1у(фиг Внецентренньт растяжением создают дополнительные моменты Мл, которыми видоизменяют упругую линию изгиба и противодействуют прогибу Y от момента М, , возбуждаемого силой Рл от резца 3., Начальная величина эксцентриситет е устанавливается смещением механизм натяжения, в дальнейшем величину эксцентриситета регулируют в зависимости от положения резца относительно детали, ее размеров и режимов рез ния. При этом увеличивают жесткость системы СПИД, что позволяет повысить точность обрабртки и виброустойчивость.
4. iO
, Формула изобретения Способ обработки нежестких деталей, путем приложения к ним растягивающего усилия, отличающийТочнрсти обработки и виброустойчивости, осуществляют, внецентренное растяжение детали и создают изгибающий момент в направлении, противоположном изгибающему моменту, вызываемому резцом, а величину эксцентриситета устанавливают в зависимости от положения режущего инструмента относительно детали, ее размеров и режимов резания. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 618195, кл. В 23 В 1/00, 1978 (прототип)..i
5
«sSgi
a
f 777J L MU
XT-
1д
f
fff/, «8.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления обработкой нежестких деталей | 1979 |
|
SU881677A2 |
| Способ обработки нежестких деталей | 1983 |
|
SU1126376A1 |
| Способ поднастройки системы СПИД | 1983 |
|
SU1065092A2 |
| Способ обработки резанием нежестких вращающихся деталей | 1980 |
|
SU876311A1 |
| Задняя бабка металлорежущего станка | 1983 |
|
SU1114490A1 |
| Задняя бабка токарного станка | 1980 |
|
SU931306A2 |
| Способ изготовления профилированных изделий | 1990 |
|
SU1731380A1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 1992 |
|
RU2012436C1 |
| Устройство для программного управления обработкой нежестких деталей | 1977 |
|
SU658530A1 |
| Способ обработки резанием нежестких длинномерных вращающихся деталей и устройство для его осуществления | 1982 |
|
SU1049191A1 |
