1
Изобретение относится к средствам автоматизации производственных процессов и может быть использовано при обработке нежестких деталей на металлорежущих стан-, ках.
известно устройство для программного управления при точении нежестких деталей, в которых осуществляется смещение заднего центра, что приводит к нарушению соосности центров 1. Наиболее близким по техническому решению к данному является устройство, содержащее последовательно соединенные блок управления, исполнительный механизм, блок регулируемой жесткости, датчик перемещения инструмента и блок задания программы, а также датчик положения, вход которого подключен к исполнительному механизму, а выход - к входу блока управления 2.
Недостатком данного устройства является невысокая точность, обусловленная малой жесткостью обрабатываемой детали, что приводит к снижению режимов резания и производительности.
Целью изобретения является повышение точности устройства. Эта цель достигается тем, что в устройство введены блок натяжения обрабатываемой детали, последовательно соединенные первый пороговый элемент и первый преобразователь давления, последовательно соединенные первый элемент И, второй пороговый элемент и второй преобразователь давления, а также второй элемент И. выход которого подключен к входу блока управления, первые выходы первого и второго преобразователей давления подсоединены соответственно к первому и второму входам блока натяжения обрабатываемой детали, второй выход первого преобразователя давления соединен с одним из входов первого эле.мента И, другой вход которого подключен к выходу блока задания программы, второй выход второго преобразователя давления подсоединен к одному из входов второго элемента И, другой вход которого соединен с блоком задания программы.
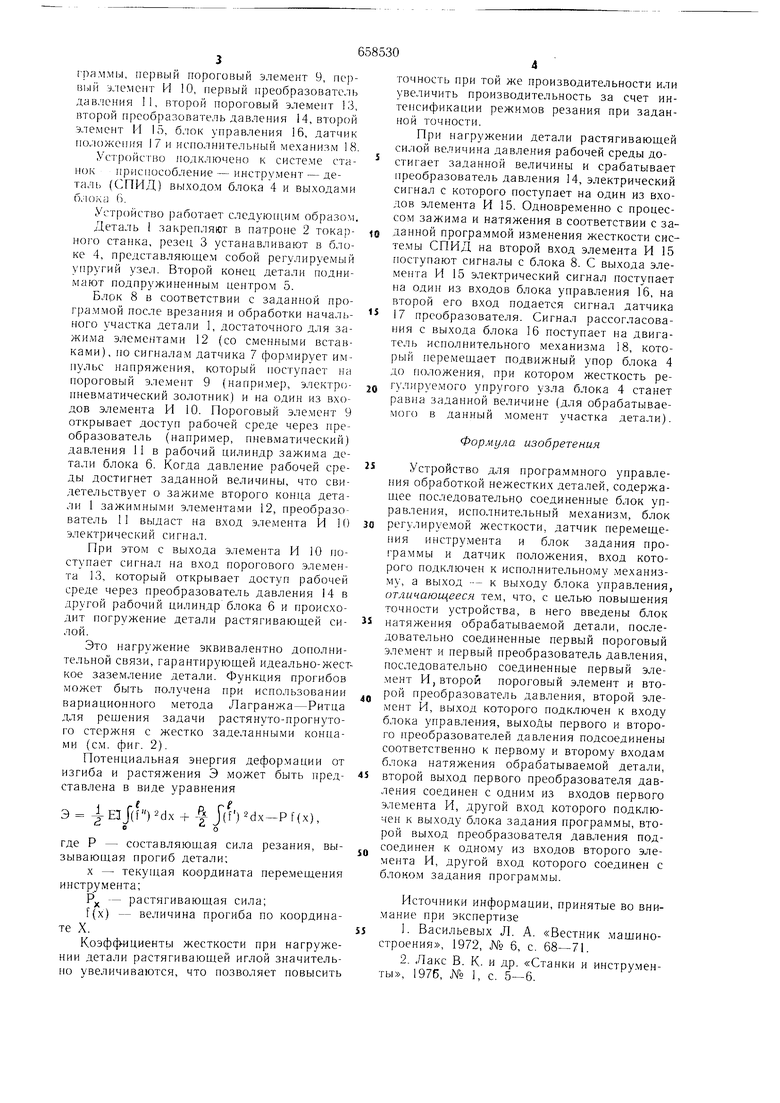
На фиг. 1 представлена блок-схема устройства: на фиг. 2 - растянуто - изогнутый
0 стержень.
Устройство (см. фиг. 1) содержит блок 4 регулирования жесткости, блок 6 натяжения обрабатываемой детали, датчик 7 перемещения инструмента, блок 8 задания программы, первый пороговый элемент 9, первый элемент И 10, первый преобразователь давления 11, второй пороговый элемент 13, второй преобразователь давлепия 14, второй элемент И 15, блок управления 16, датчик положения 17 н иеполнительный механизм 18. Уетройетво подключено к системе станок приспособление - инструмент - деталь (СПИД) выходом блока 4 и выходами блока h. Устройство работает еледуюгним образом. Деталь закрепляют в патроне 2 токарного станка, резец 3 устанавливают в блоке 4, представляющем собой регулируемый упругий узел. Второй конец детали поднимают подпружиненным центром 5. Блок 8 в соответствии с заданной програ.ммой после врезания и обработки начального участка детали 1, достаточного для зажима элементами 12 (ео сменными вставками), по сигналам датчика 7 формирует импульс напряжепия, который поступает на пороговый элемент 9 (напри.мер, электропневматический золотник) и на один из входов элемента И 10. Пороговый элемент 9 открывает доступ рабочей среде через преобразователь (например, пневматический) давления И в рабочий цилиндр зажима детали блока 6. Когда давление рабочей ереды достигнет заданной величины, что свидетельствует о зажиме второго конца детали 1 зажимными элемента.ми 12, преобразователь 11 выдаст на вход элемента ПИ) электрический сигнал. При этом с выхода элемента И 10 поступает сигнал на вход порогового элемента 13, который открывает доступ рабочей среде через преобразователь давления 14 в другой рабочий цилиндр блока 6 и происходит погружение детали раетягивающей силой. Это нагружение эквивалентно дополнительной связи, гарантирующей идеально-жест кое заземление детали. Функция прогибов может быть получена при использовании вариационного метода Лагранжа-Ритца для решения задачи растянуто-прогнутого стержня с жестко заделанными концами (см. фиг. 2). Потенциальная энергия деформации от изгиба и растяжения Э может быть представлена в виде уравнения Э 4- ЕЗ (f) 2dx + -§ (f) f(x), где Р - составляюндая сила резания, вызывающая прогиб детали; X - текущая координата перемещения инструмента; Р - растягивающая сила; f(x) - величина прогиба по координате X. Коэффициенты жесткости при нагружении детали растягивающей иглой значительно увеличиваются, что позволяет повысить точность нри той же производительности или увеличить производительность за счет интенсификации режимов резания при заданной точности. При нагружении детали раетягивающей силой величина давления рабочей среды достигает заданной величины и срабатывает преобразователь давления 14, электрический сигнал с которого поступает на один из входов элемента И 15. Одновременно с процессом зажима и натяжения в соответствии с заданной программой изменения жесткости системы СПИД на второй вход элемента И 15 поступают сигналы с блока 8. С выхода элемента И 15 электрический сигнал поступает на один из входов блока управления 16, на второй его вход подается сигнал датчика 17 преобразователя. Сигнал рассогласования с выхода блока 16 поступает на двигатель исполнительного механизма 18, который перемещает подвижный упор блока 4 до положения, при которо.м жесткость регулируемого упругого узла блока 4 станет равна заданной величине (для обрабатываемого в данный момент участка детали). Формула изобретения Устройство для програ.ммного управления обработкой нежестких деталей, содержащее последовательно соединенные блок управления, исполнительный механизм, блок регулируемой жесткости, датчик перемещения инструмента и блок задания программы и датчик положения, вход которого подключен к исполнительному .механиз.му, а выход - к выходу блока управления, отличающееся те.м, что, с целью повышения точности устройства, в него введены блок натяжения обрабатываемой детали, последовательно соединенные первый пороговый элемент и первый преобразователь давления, последовательно соединенные первый эле.чент П, второй пороговый элемент и второй преобразователь давления, второй элемент И, выход которого подключен к входу блока управления, выходы первого и второго преобразователей давления подсоединены соответственно к первому и второму входам блока натяжения обрабатываемой детали, орой выход первого преобразователя даввления соединен с одним из входов первого элемента И, другой вход которого подключен к выходу блока задания програм.мы, второй выход преобразователя давления подсоединен к одному из входов второго элемента П, другой вход которого соединен с блоком задания программы. Источники информации, принятые во внимание при экспертизе 1.Васильевых Л. А. «Вестник машиностроения, 1972, № 6, с. 68-71. 2.Лаке В. К. и др. «Станки и инструменты, 1976, № 1, с. 5-6.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления обработкой нежестких деталей | 1979 |
|
SU881677A2 |
| Устройство для программного управления закреплением нежестких деталей на токарном станке | 1980 |
|
SU954946A1 |
| Устройство для программного управления обработкой тонкостенных цилиндрических деталей | 1981 |
|
SU952443A1 |
| Устройство для обработки деталей | 1982 |
|
SU1024226A1 |
| Устройство для программного управления абразивной обработкой нежестких деталей | 1982 |
|
SU1090535A1 |
| Устройство для управления сборочным роботом | 1980 |
|
SU1075233A1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU973296A1 |
| Адаптивная система управления фрезерным станком | 1982 |
|
SU1041990A1 |
| Устройство для обработки с вибрациями нежестких цилиндрических деталей | 1985 |
|
SU1301648A1 |
| Система программного управленияМЕТАллОРЕжущиМ CTAHKOM | 1978 |
|
SU805262A1 |

