(54) СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА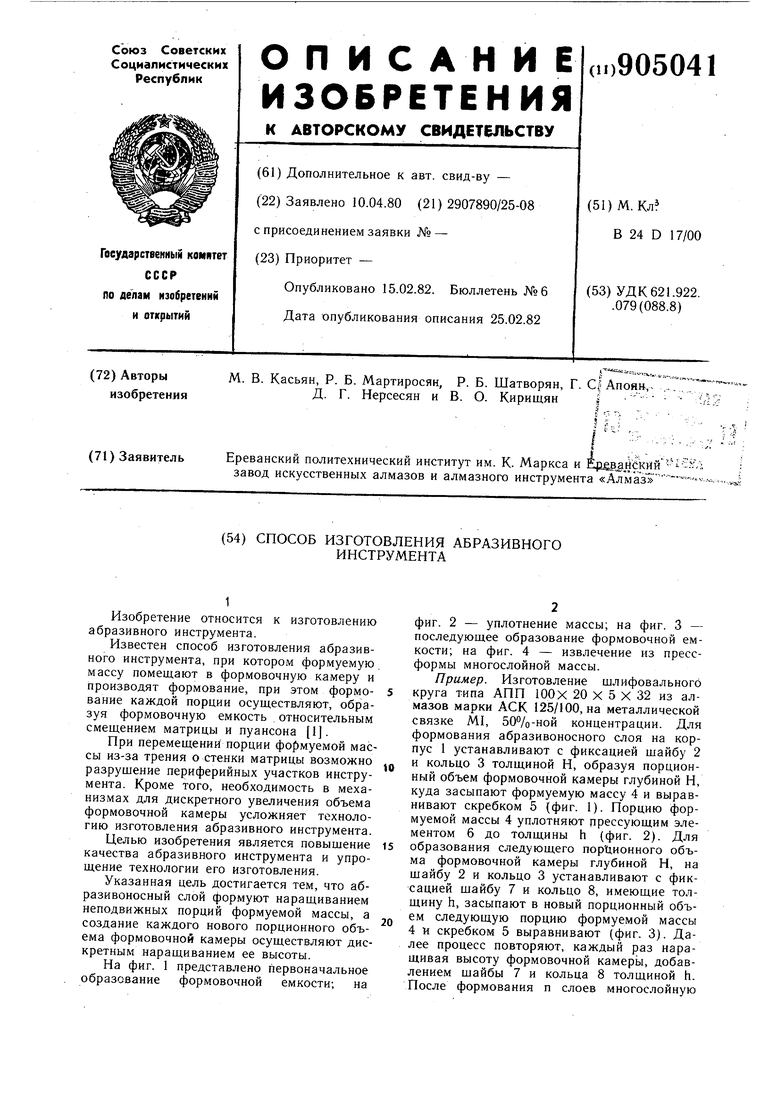
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1980 |
|
SU876407A1 |
| Способ изготовления абразивного инструмента | 1978 |
|
SU861052A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU931450A1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1437206A1 |
| Способ изготовления абразивных сегментов | 1980 |
|
SU956264A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU891408A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU952566A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU960001A1 |
| Способ изготовления абразивного инструмента | 1982 |
|
SU1049240A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU984851A1 |
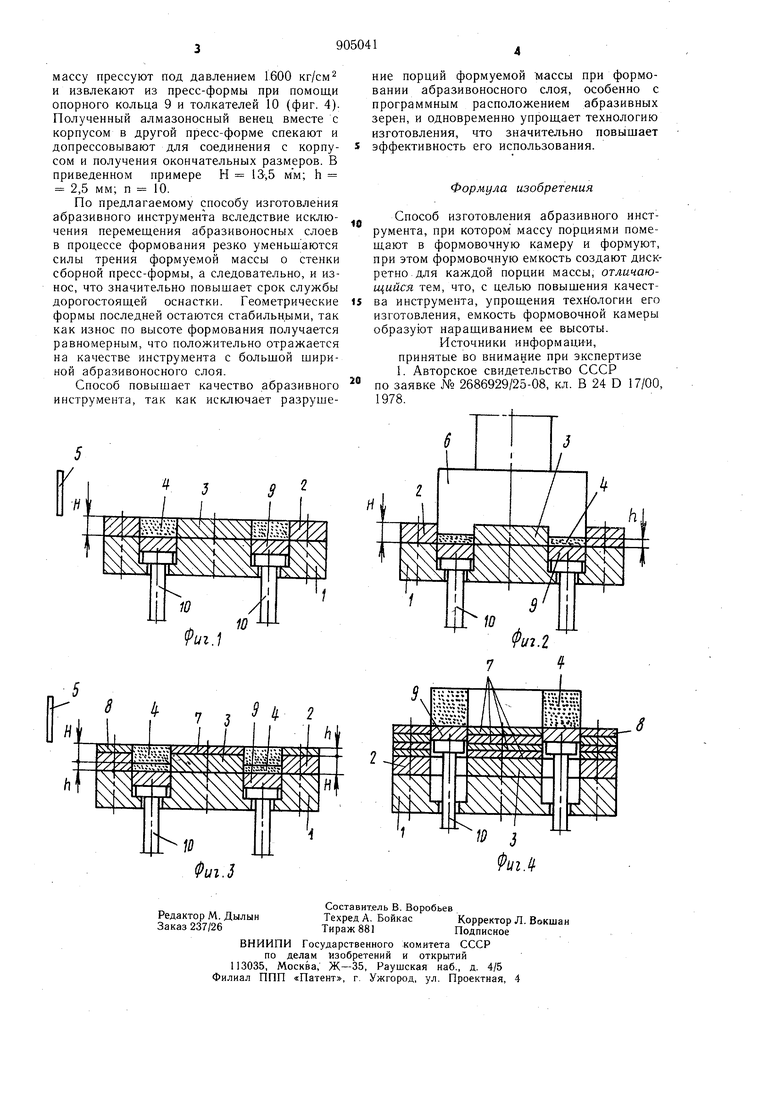
Изобретение относится к изготовлению абразивного инструмента. Известен способ изготовления абразивного инструмента, при котором формуемую массу помещают в формовочную камеру и производят формование, при этом формование каждой порции осуществляют, образуя формовочную емкость относительным смещением матрицы и пуансона 1. При перемещении порции формуемой массы из-за трения о стенки матрицы возможно разрущение периферийных участков инструмента. Кроме того, необходимость в механизмах для дискретного увеличения объема формовочной камеры усложняет технологию изготовления абразивного инструмента. Целью изобретения является повышение качества абразивного инструмента и упрощение технологии его изготовления. Указанная цель достигается тем, что абразивоносный слой формуют наращиванием неподвижных порций формуемой массы, а создание каждого нового порционного объема формовочной камеры осуществляют дискретным наращиванием ее высоты. На фиг. 1 представлено первоначальное образование формовочной емкости; на фиг. 2 - уплотнение массы; на фиг. 3 - последующее образование формовочной емкости; на фиг. 4 - извлечение из прессформы многослойной массы. Пример. Изготовление щлифовального круга типа АПП 100X 20 X 5 X 32 из алмазов марки АСК 125/100, на металлической связке Ml, 50/о-ной концентрации. Для формования абразивоносного слоя на корпус 1 устанавливают с фиксацией щайбу 2 и кольцо 3 толщиной Н, образуя порционный объем формовочной камеры глубиной Н, куда засыпают формуемую массу 4 и выравнивают скребком 5 (фиг. 1). Порцию формуемой массы 4 уплотняют прессующим элементом 6 до толщины h (фиг. 2). Для образования следующего порционного объма формовочной камеры глубиной Н, на щайбу 2 и кольцо 3 устанавливают с фиксацией щайбу 7 и кольцо 8, имеющие толщину h, засыпают в новый порционный объем следующую порцию формуемой массы 4 и скребком 5 выравнивают (фиг. 3). Далее процесс повторяют, каждый раз наращивая высоту формовочной камеры, добавлением щайбы 7 и кольца 8 толщиной h. После формования п слоев многослойную
