Изобретение относится к изготовлению абразивного инструмента. Известен способ изготовления абразивнсго инструмента, согласно которому в npecc- iOpMe чередуют навески шихты и листовых абразивоносных основ из парафина или воска, которые получают путем внедрения абразива в размягченную основу 1 3. Недостаток известного способа закпкхчается в том, что абразивные зерна, расставленные на листовой основе по заданной программе, не имеют определенной геометрической ориентации по отношению к поверхности основы, которая в конечном итоге (после фиксации между слоями связки и удаления основы) совпадает с рабочей поверхностью инструмента. Это значительно снижает качество аб разивного инструмента, так как непол- ностью используется режущая способность абразивных зерет. Недостатком этого спо соба является также невысокая производительность процесса укладки абразивных зерен на листовую основу из-за сложноети автоматизации процесса укладки зерен. Цель изобретения - повышение качества абразивного инструмента путем обеспе . чения автс атизации процесса укладки абразивных зерен на ;л}1стовую основу, I Указанная цель достигается тем, что согласно способу, на листовую основу расставляют абразивные зерна с геометри ческой ориентацией относительно поверхности основы путем подачи зерен по приз Матическому желобу (желобам), основу при этом нагревают до температуры ее расплавления, а фиксацию зерен в основе осуществляют интенсивным ее охлаждением. На фиг. 1 схилатически показан процесс расстановки и фиксации абразивных зерен на листовой основе,6а фиг. 2 вид А на фиг. 1, участок расстановки зер на. Ниже приводится пример изготовления абразивного бруска 125х1бх5мм из алмазов марки АСС з нистостью 400/315 на связке Ml для кругов АПС2. Воск или парафин 1 с помощью нагревателя 2 расплавляют в бункере 3 и чере его щель подают на ленту транспортера 4 Воск 1 охлаждаясь образовывает на поверхности ленты транспортера 4 ровный слой основы 5 определенной штгрины В и 10 40 Ъ (Вв20мм, 1 0,4 мм), ветопишны; личины когорык контролируюг, регулируя щель бункера 3. Листовая основа 5, проходя через зону нагрева 6, расплавляется. Абразивные зерна 7 из вибробу жера, где они попучают геометрическую ориентацию по направлению движения лотков, имеющих призматическое сечение, по наклонным желобам 8 падают на поверхность расплавленной основы 5 и внедряются в нее. Затем основа 5 с зернами 7 попадает в зону 9 интенсивного охлаждения и фиксируется на поверхности листовой основы. Варьированием скоростей подачи зерен V.,, и ленты транспортера Vy. достигают заданного шага зерен в направлении движения ленты транспортера 4 ( i i,8 мм), а шаг зерен в напра пении ширины листовой основы 5 ( tg 0/7 мм) обеспечивает соответствующей расстановкой наклонных желобов 8 по ширине основы (фиг. 2). На стсие 10 листовую основу разрезают на нужные размеры (125x16 мм). Далее в пресс-форму устанавливают корпус алмазного бруска, засыпают туда порцию связки , выравнивают,уплотняют и на поверхность уплотненной связки устанавливают листовую основу с зернами. После двенадцатикратного повторения процесса многослойную массу фо1 «ируют спекают и допрессовывают по известной технологии. Полученный алмвзньтй механическим способом закрепляют- на корпусе инструмента. Предлагаемый способ повышает режущую способность абразивного инструмента благодаря обеспечению геометрической с иенташги зерен относительно рабочей поверхности, повьдаая тем самым качество абразивного инструмет та. Предлагаемый способ позволяет управлять качеством абразивного инструмента благодаря возможности варьирования такими параме1рами абразивного инструмен|та Жак число зерен на рабочей поверх- |ности (отсюда и концентрация зерен), их расположение - шаг между зернами в направлении рабочего движения инструмента и по ширине рабочей поверхности. Предпагаемый способ создает предпосылки для автоматизации технологического процесса изготовления качественного и выссжопроизводительного абразивного инструмента.
0us.2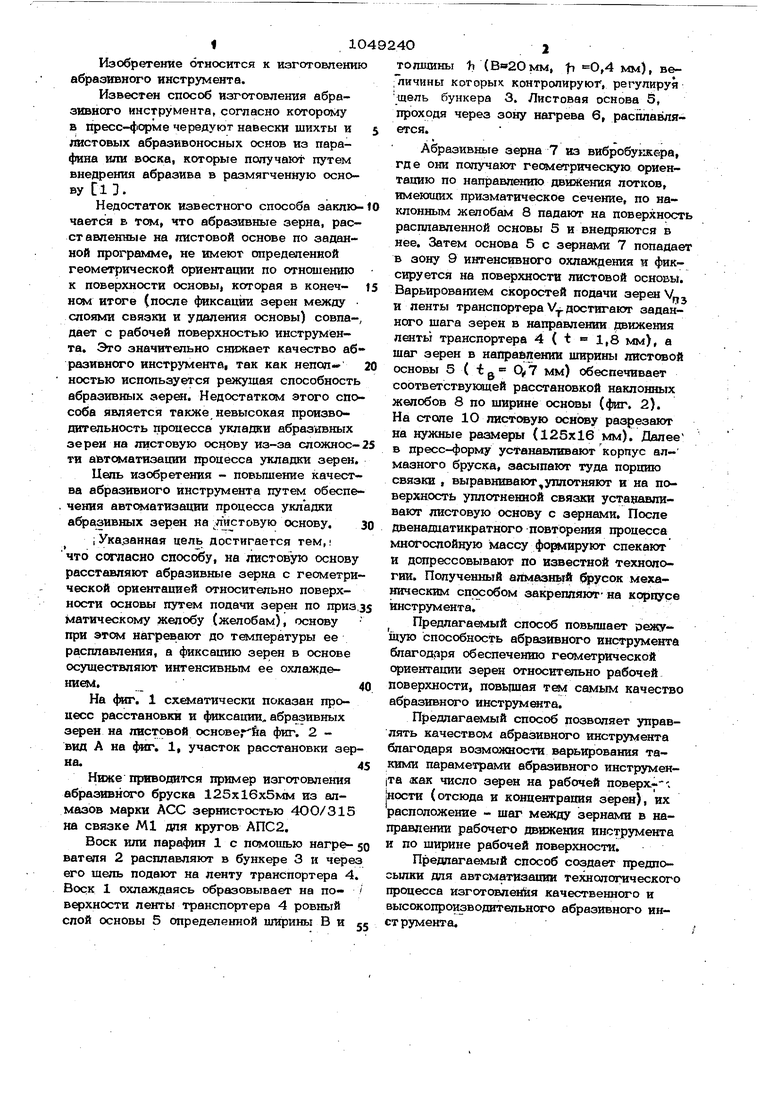
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивного инструмента | 1980 |
|
SU891408A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU931450A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU952566A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU960001A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU979097A1 |
| Способ изготовления абразивного инструмента с ориентированными зернами | 1978 |
|
SU878555A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU984851A1 |
| Способ изготовления абразивногоиНСТРуМЕНТА | 1979 |
|
SU806389A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| ШЛИФОВАЛЬНО-АБРАЗИВНОЕ УСТРОЙСТВО | 2014 |
|
RU2572912C2 |
СПОСОБ ИЯОТОБЛЕНИЯ АБРАЗИБНОГО ИНСТРУМЕНТА, при котором в iipecc-форме чередуют навески шихты и листовых а6раэи&0нсх:ных основ из парафина или воска, отличающийся тем, что, с целью повьпыения качества ин струмента путем обеспечения ориентахгаи абразивных зерен,берут призматический желоб и по нему подают абразивные зерна на Листовую основу, которую предварительно нагревают до температуры расплав пения, а фиксацию зерен в абразивоносной : Основе Осуществляют ее охлаждением 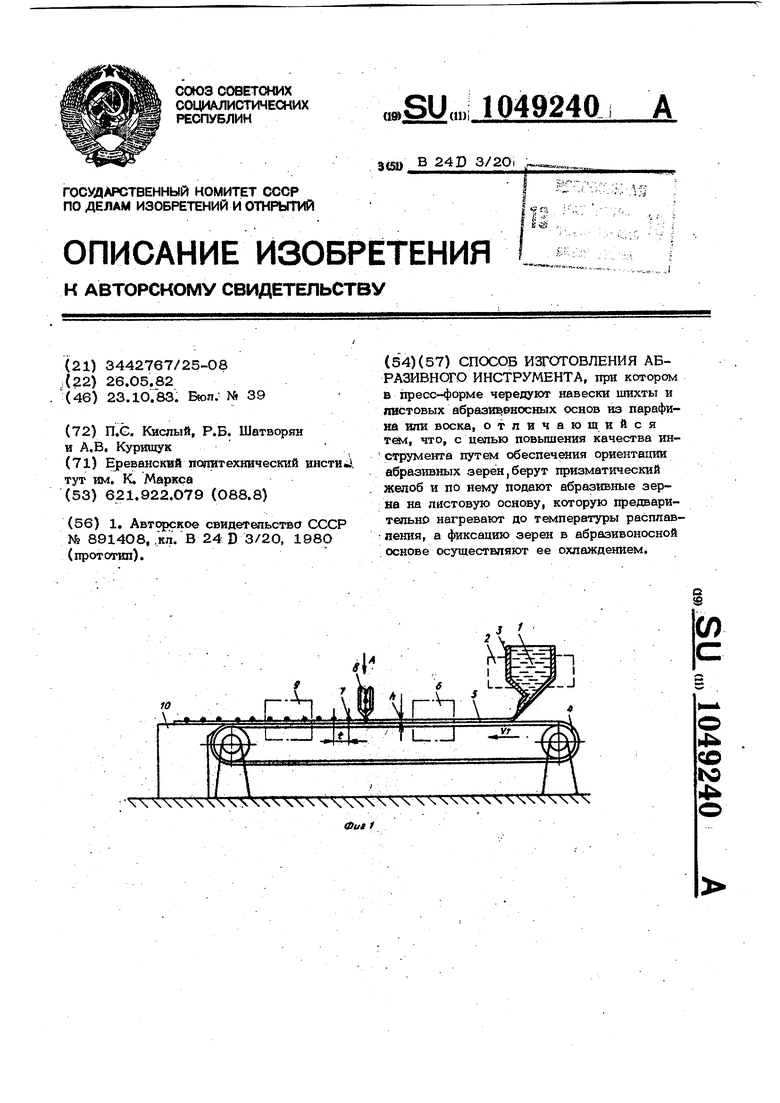
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ обработки целлюлозы | 1951 |
|
SU104924A1 |
