Изобретение относится к устройствам для обработки полимерных материалов и может быть использовано при изготовлении, например,стеклопластиков, получаемых методом протягявания пропитанных стекложгутов через фильеры.
Известно устройство для пропитки непрерывного волокнистого материала содержащее пропиточную ванну, ориентирующие и пропитывающие элементы .расположенные в ванне ниже слоя связующего 13.
Пропитывающие элементы выполнены в виде валиков, образующих зигзагообразный лабиринт для прохождения . нитей.
В этом устройстве зигзагообразный лабиринт хотя и создает благоприятные условия для пропитки, но не способен пропустить оборванную нить, которую при дозаправке, как правило, либо приЪязывают, либо приклеивают к соседней нити. При этом оператор должен поднимать пропитывающие элементы из связующего и производить дозаправку, -в результате чего часть получаемого материала недостаточно пропитана.
Кроме того, интенсивное воздейст вне на нить на перегибах приводит к (эсаждению части ворса в пропиточной ванне, что ухудшает условия пропитки и уменьшает естественное удаление воздушных включений из связующего. При получении стеклопластико- . вых стержней, например, диаметром 36 мм необходимо использовать 650 ни10тей. Следовательно, при использовании однопоточного входа нитей ванна должна иметь ширину 6-8 м, что вынуждает искать другие пропитывающие элементы.
15
Наиболее близким по технической сущности и достигаемому результат к изобретению является устройство дпя пропитки нитей при формовании профильного волокнистого материала,
20 включающее пропиточную ванну, ориентирующие и пропитывающие элементы, расположенные в ванне ниже уровня связующего t2.
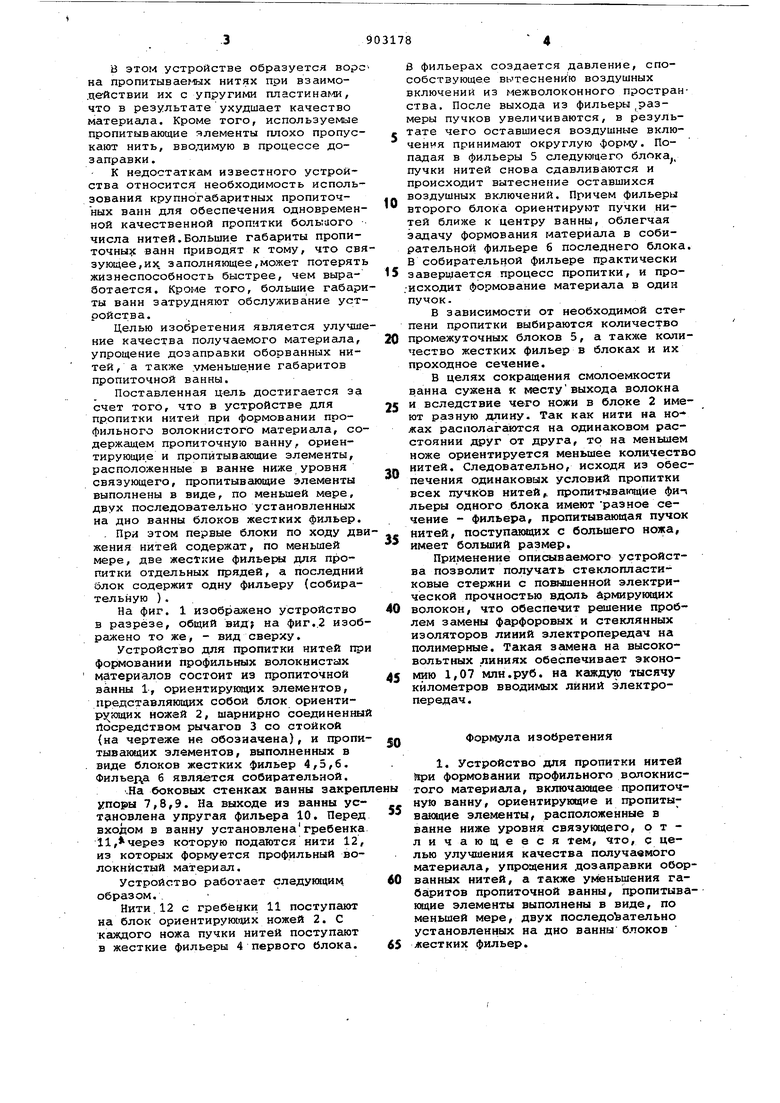
Ориентирование и пропитка осуществляются валиками, направляющими нити волокнистого материала по извилистому пути. Скаждым валиком взаимодействует упругая пластина, прижимающая пропитываем1 1е нити к соответ30ствующему валику. В этом устройстве образуется вор на пропитываемых нитях при взаимодействии их с упругими пластиналда, что в результате ухудшает качество материала. Кроме того, используемые пропитывающие ялементы плохо пропус кают нить, вводимую в процессе дозаправки. К недостаткам известного устройства относится необходимость исполь зования крупногабаритных пропиточных ванн для обеспечения одновремен ной качественной пропитки больтаого числа нитей.Большие габариты пропиточных ванн Приводят к тому, что св зующее, их. заполняющее,может потерят жизнеспособность быстрее, чем выработается. Кроме того, большие габар ты ванн затрудняют обслуживание уст ройства. Целью изобретения является улучш ние качества получаемого материеша, упрощение дозаправки оборванных нитей, а также уменьшение габаритов пропиточной ванны. Поставленная цель достигается за счет того, что в устройстве для пропитки нитей при формовании профильного волокнистого материсша, со держащем пропиточную ванну, ориентирующие и пропитывающие элементы, расположенные в ванне ниже уровня связующего, пропитывающие элементы выполнены в виде, по меньшей мере, двух последовательно установленных иа дно ванны блоков жестких фильер. . При этом первые блоки по ходу дв жения нитей содержат, по меньшей мере, две жесткие фильеры для пропитки отдельных прядей, а последний олок содержит одну фильеру (собирательную ), На фиг. 1 изображено устройство в разрезе, общий вид; на фиг..2 изоб ражено то же, - вид сверху. Устройство для пропитки нитей пр форя«1овании профильных волокнистых материалов состоит из пропиточной ванны 1, ориентирующих элементов, представляющих собой блок ориентирующих ножей 2, шарнирно соединенны Посредством рычагов 3 со стойкой (на чертеже не обозначена), и пропи тывающих элементов, выполненных в виде блоков жестких фильер 4,3,6. Филъеда б является собирательной. .На боковых стенкс1Х ванны закреп упоры 7,8,9. На выходе из ванны устг1новлена упругая фильера 10. Перед входом в ванну установленагребенка 11,через которую подаются нити 12, из которых формуется профильный волокнистый материал. Устройство работает сладукнцим образом. Нити.12 с гребёчки 11 поступают на блок ориентируюидах ножей 2. С каждого ножа пучки нитей поступают в жесткие фильеры 4 первого блока. в фильерах создается давление, способствующее вьтеснению воздушных включений из межволоконного пространства. После выхода из фильеры ,размеры пучков увеличиваются, в результате чего оставшиеся воздушные включения принимают округлую фор1лу. Попадая в фильеры 5 следующего бллка, пучки нитей снова сдавливаются и происходит вытеснение оставшихся воздушных включений. Причем фильеры второго блока ориентируют пучки нитей ближе к центру ванны, облегчая задачу формования материала в собирательной фильере 6 последнего блока. В собирательной фильере практически завершается процесс пропитки, и про-исходит формование материала в один пучок. В зависимости от необходимой стег пени пропитки выбираются количество промежуточных блоков 5, а количество жестких фильер в блоках и их проходное сечение. В целях сокращения смолоемкости ванна сужена к местувыхода волокна и вследствие чего ножи в блоке 2 имеют разную длину. Так как нити на но жах располагаются на одинаковом расстоянии друг от друга, то на меныаем ноже ориентируется меньшее количество нитей. Следовательно, исходя из обеспечения одинаковых условий пропитки всех пучкйв нитей,. пропитыва1лщие фип льеры одного блока имеют разное сечение - фильера, пропитывающая пучок нитей, поступакадих с большего ножа, имеет больший размер. Применение описываемого устройства позволит получать стеклопластиковые стержни с пошлиенной электрической прочностью вдоль Армирующих волокон, что обеспечит решение проблем замены фарфоровых и стеклянных изоляторов линий электропередач на полимерные. Такая замена на высоковольтных линиях обеспечивает экономию 1,07 млн.руб. на каждую тысячу километров вводимых линий электропередач . Формула изобретения 1. Устройство для пропитки нитей формовании профильного волокнистого материала, включающее пропиточную ванну, ориентирующие и пропитывающие элементы, расположенные в ванне ниже уровня связунмдего, отличающееся тем, Что, с целью улучшения качества получаемого материала, упрощения дозаправки оборванных нитей, а также уменьшения габаритов пропиточной ванны, пропитывакхцие элементы выполнены в виде, по меньшей мере, двух последовательно установленных на дно ванны блоков жестких фильер.
2. Устройство по п.1, о т л и ч аю щ е е с я тем. Что первые блоки ; по ходу движения нитей содержат, по меньшей мере, две жectкиe фильеры для пропитки отдельных прядей, а последний блок содержит одну фильеру (собирательную ).
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 238141, кл. В 29 G 7/00, 1967.
2.Патент США № 3473513,.
кл, 118-305, опублик. 1969 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пропитки волокнистого материала | 1980 |
|
SU903179A1 |
| Устройство для пропитки волокнистого материала | 1982 |
|
SU1007999A1 |
| Установка для изготовления профильных изделий из волокнистого полимерного материала | 1980 |
|
SU952650A1 |
| Центробежная дробилка | 1983 |
|
SU1115801A1 |
| Способ пропитки стеклонаполнителя связующим | 1979 |
|
SU858120A1 |
| Устройство для нанесения изолирующего покрытия на кабель | 1988 |
|
SU1597938A1 |
| Устройство для изготовления непрерывной нетканой ленты,армированной поперечными нитями | 1981 |
|
SU1079711A1 |
| Устройство для упаковывания листового материала в бумагу | 1986 |
|
SU1458280A1 |
| Способ изготовления слоистых пластиков | 1980 |
|
SU975457A1 |
| Рама фильтр-пресса | 1983 |
|
SU1117073A1 |
Т 5 8 6 S fo
