Предметом изобретения является способ газовой или дуговой сварки с улучшением качества металла при помощи ультразвуковых колебаний, воздействующих через стержень на расплавленный металл.
Преимуществом описываемого способа сварки является уплотнение металла сварочного шва в .процессе сварки путем вытеснения газов и диспергирования шлаков. Это достигается благодаря намагничиванию присадочного стержня (проволоки), например при помощи катушки, укрепленной на держателе для стержня, и воздействию на него ультразвуковых колебаний при помощи другой катушки, укрепленной на том же держателе.
Ультразвуковые колебания во время сварки должны быть направлены в зону расплавленного металла и в зону остывания. Направлять эти колебания можно различным способом в зависимости от вида сварки.
На фиг. 1, 2 и 3 приведены схемы выполнения сварки по предлагаемому способу при газовой сварке, сварке с присадочной проволокой и дуговой сварке.
При газовой сварке ультразвуковые колебания, полученные в обычном ламповом генераторе }, направляются в зону шва через присадочный стержень 2. На держателе 3 присадочного стержня укрепляются две катушки: одна 4 для подмагничивания стержня 2 и другая 5 для передачи ультразвуковых колебаний.
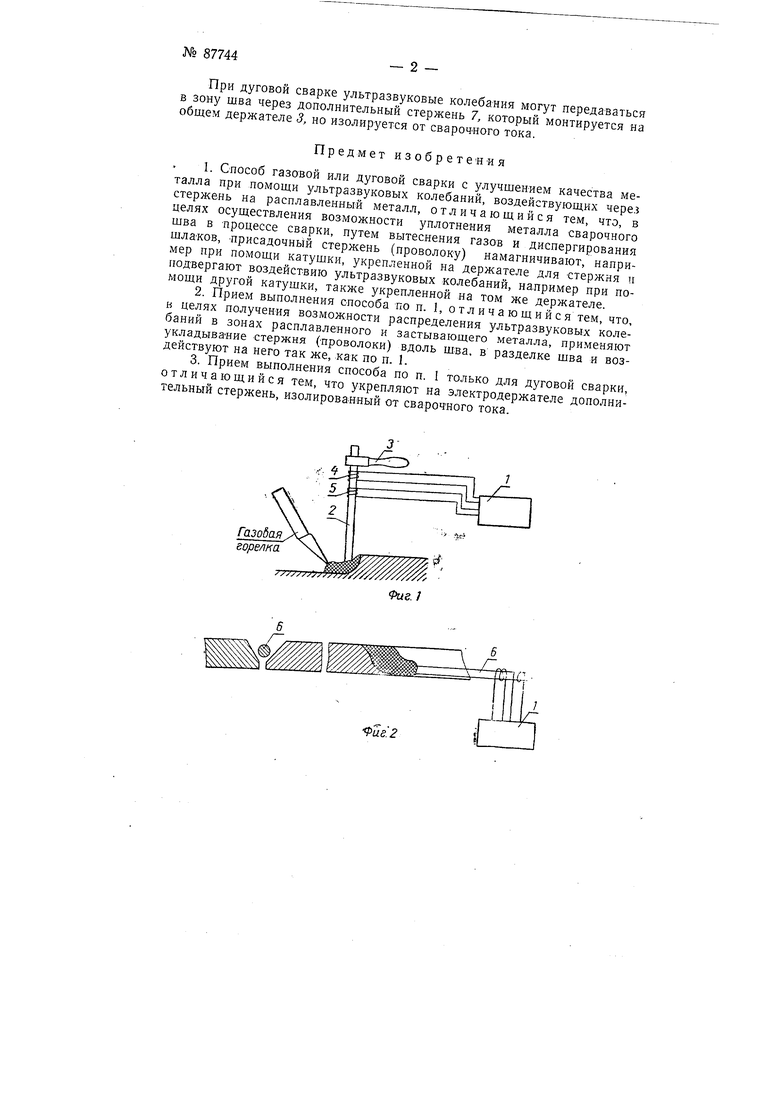
При сварке с присадочной проволокой 6, которую применяют при всех видах сварки (в особенности при автоматической под слоем флюса), ультразвуковые колебания распределяются в зонах расплавленного и остывающего металла посредством присадочной проволоки, укладываемой ВДОЛЬ щва в его разделке.
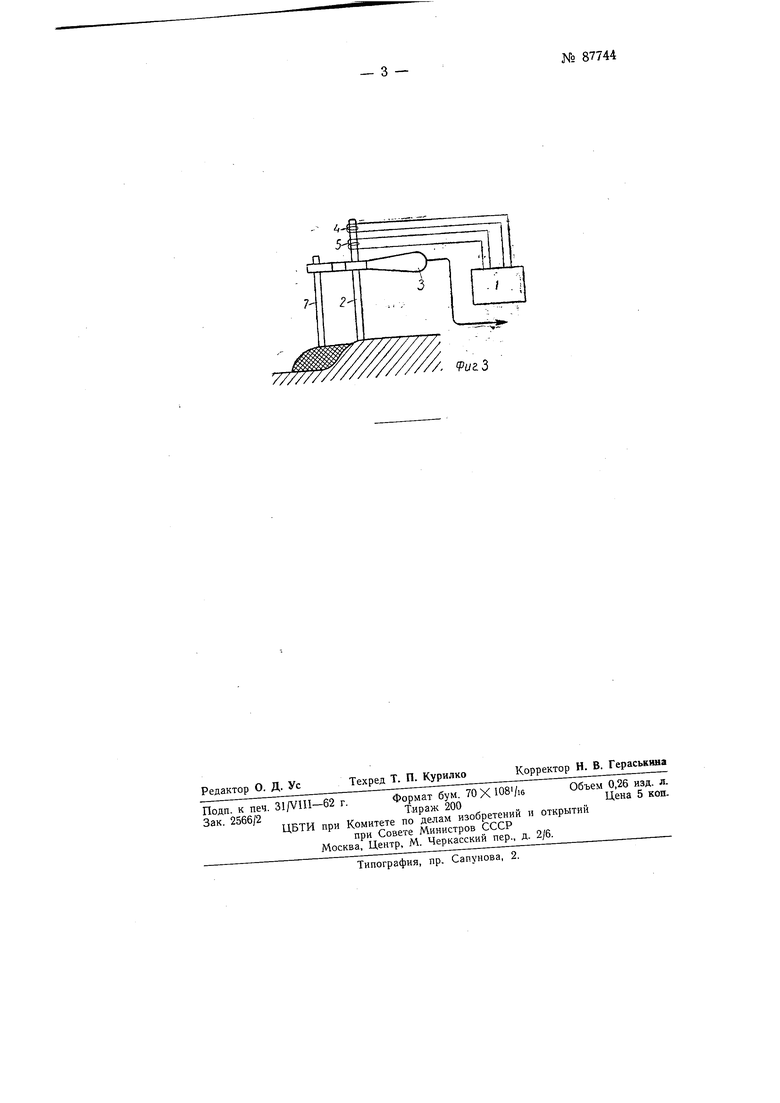
При дуговой сварке ультразвуковые колебания могут передаваться в зону шва через дополнительный стержень 7, который монтируется на общем держателе 3, но изолируется от сварочного тока.
Предмет изобретения
1.Способ газовой или дуговой сварки с улучшением качества металла при помощи ультразвуковых колебаний, воздействующих через стержень на расплавленный металл, отличающийся тем, что, в целях осуществления возможности уплотнения металла сварочного шва в процессе сварки, путем вытеснения газов и диспергирования щлаков, лрисадочньш стержень (проволоку) намагничивают, например при помощи катушки, укрепленной на держателе для стержня и подвергают воздействию ультразвуковых колебаний, например при помощи другой катущки, также укрепленной на том же держателе.
2.Прием выполнения способа по п. 1, о тл ича ющийся тем, что, в целях получения возможности распределения ультразвуковых колебаний в зонах расплавленного и застывающего металла, применяют укладываяие стержня (проволоки) вдоль шва. в разделке щва и воздействуют на него так же, как по п. 1.
3.Прием выполнения способа по п. 1 только для дуговой сварки, отличающийся тем, что укрепляют на электродержателе дополнительный стержень, изолированный от сварочного тока.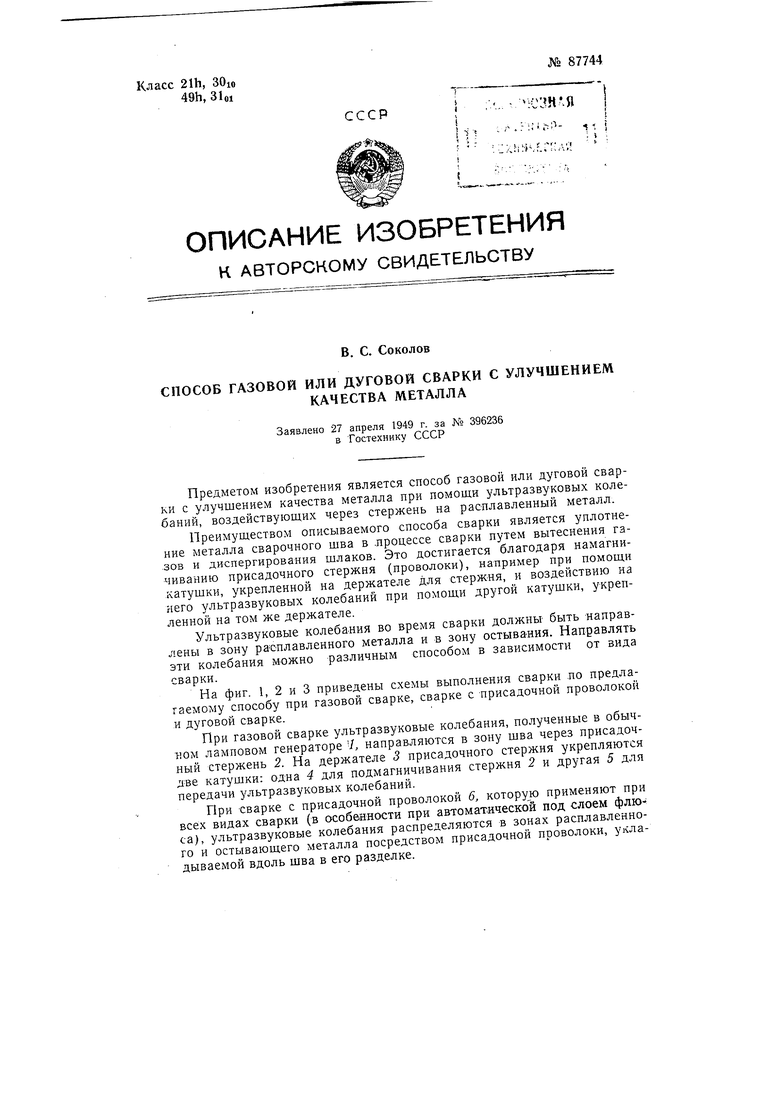
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU633688A1 |
| Способ электродуговой сварки | 1980 |
|
SU927432A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ | 1992 |
|
RU2038937C1 |
| Способ дуговой сварки в защитных газах в узкую разделку с поперечными колебаниями электрода | 1986 |
|
SU1323288A1 |
| Способ многодуговой сварки металлических изделий под слоем флюса | 2015 |
|
RU2613831C1 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2011 |
|
RU2475344C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА С УЛЬТРАЗВУКОВОЙ ОБРАБОТКОЙ | 2018 |
|
RU2697685C1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
.s.2
//////.
/. ФигЗ
