Изобретение относится к области литейного произволртва, в частности, к установкам для изготовления стержней из жидкоподвижной смеси в нагреваемой оснастке.
Известна установка для изготовления стержней в нагреваемых многогнездных стержневых ящиках, в состав которой входит устройство для выталкивания стержней.
После разборки стержневого ящика, извлечения стержней из его нижней половины и заведения приемных планок, это устройство осуществляет вытаяки вание стержней из верхней половины стержневого ящика, после чего они выводятся из зоны действия подвижных частей установки.
Наиболее близким к заявляемому яв ляется устройство для выталкивания стержней из верхней половины стержнесл
с
вого ящика в установках для изготовления стержней из )«идколодвижной смеси в нагреваемой оснастке, состоящее
00 из неподвижной рамы, подвижной рамы
Ы с фиксаторами для стержневых ящиков и выталкивателей.
l-xl
Недостатком такого устройства явiOOляется то обстоятельство, что выталiCкиватели, имея несколько меньший диаметр, чем диаметр знака стержня, после выталкивания в знаковой части стержневого ящика, являющейся впускным отверстием, способствуют образованию бахромы из смеси. Эта бахрома уменьшает впускного отверстия, значительно ухудшая условия запрессовки шдкоподвижной смеси в
ЯЩИКд
На автоматической линии одним прессующим плунх ером производится запрессовка сразу нескольких стержней и различные диаметры впускных отверстий, образующиеся по указанной выше причине, ведут к- недопустимо большому разбегу веса стержней, высокому проценту брака.
Процесс изготовления стержней становится неуправляемым. Стержни с заниженным весом имеют увеличенный внутренний канал, уменьшенную толщину стенки и, как результат этого, пониженную прочность, что ведет к браку по заливам.
Стержни с повышенным весом не имеют ни внутреннего канала, ни пористости вообще, что ведет к браку по газовым ракозинам.
Целью изобретения является снижение брака стержней.
Поставленная цель достигается тем что устройство для выталкивания стержней из верхней половины стержневого ящика в установках для изготовления стержней из исидкоподвижной смеси в нагреваемой оснастке,, состоящее из неподвижной рамы, подвижной рамы с фиксаторами для стержневых ящиков и выталкивателей ,снабжено выталкивателями, дополнительно снабженными венцами из регулируемых упругих элементов и подвижными и неподвижными обоймами, между которыми встроены эти упругие элементы.
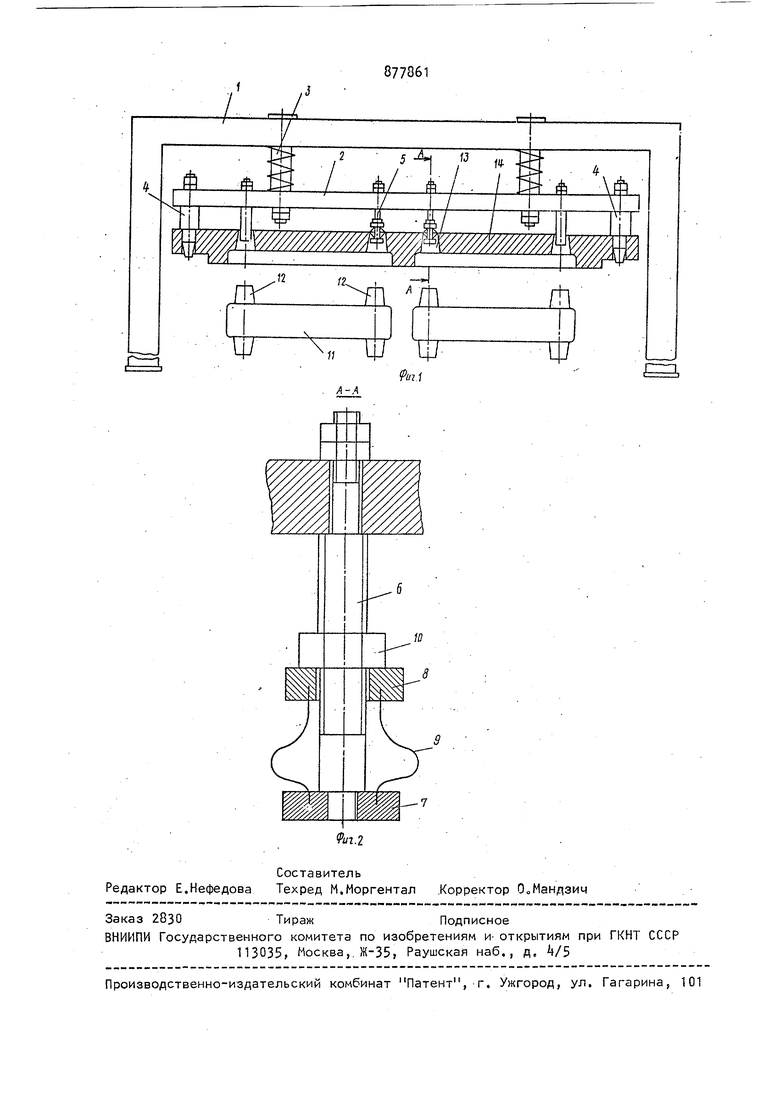
Па фиг.1 представлен фронтальный вид устройства; на фиг.2 - выталкиаатель в разрезе.
Устройство состоит из неподвижной рамы 1 и подвешенной на ней подпружиненной рамы 2 с направляющими 3 штырями 4 для фиксации рамы 2 по верхней половине ящика и выталкивателей 5. Каждый выталкиватель 5 состоит из стержня 6, неподвижной 7 и подвижной 8 обойм, венца из упругих регулируемых элементов 9, расположенных между этими обоймами, и регулировочной гайки 10, Стержень 11
содержит знаковые части 12, выполнан.ные в знаковых частях 13 верхней половины 14 стержневого ящика,
Устройство работает следующим образом.
Верхняя половина ящика подается к раме 2, фиксирует ее по штырям k, принимает на себя так, что неподвижные обоймы 7 выталкивателей 5. упираются в знаковые части 12 стержней 11, извлекая последние из верхней половины 14 стержневого ящика.
При дальнейшем движении выталкивателей 5 относительно верхней половины 14 венец из упругих элементов 9 проходит насквозь верхний обрез .знаковых частей 13, Если диаметр неподвижной обоймы 7 несколько меньше диаметра знаковой части 13, то диаметр венца из упругих элементов 9 несколько больше его. Благодаря этому при прохождении упругих элементов 9 через знаковые части 13 удаляется бахрома из остатков смеси и впускные отверстия перед очередной запрессовкой в ящик жидкоподвижной смеси всегда чисты и имеют постоянный диаметр. После сборки стержневого ящика рама возвращается в исходное положение. Вращая гайку 10, можно регулировать диаметр венца и жесткость упругих элементов 9, При выходе упругих элементов 9 из строя, выталкиватель 5 в сборе вывертывается из рамы 2, заменяется новым, а в снятый выталкиватель ставляются новые упругие элементы и гайкой 10
приводятся в рабочее положение, I
Введение в выталкиватели венца из регулируемых упругих элементов с диаметром несколько большим, чем диаметр очищаемых или впускных отверстий стержневого ящика, позволит стабилизировать технологический процесс изготовления стержней и снизить брак стержней на ,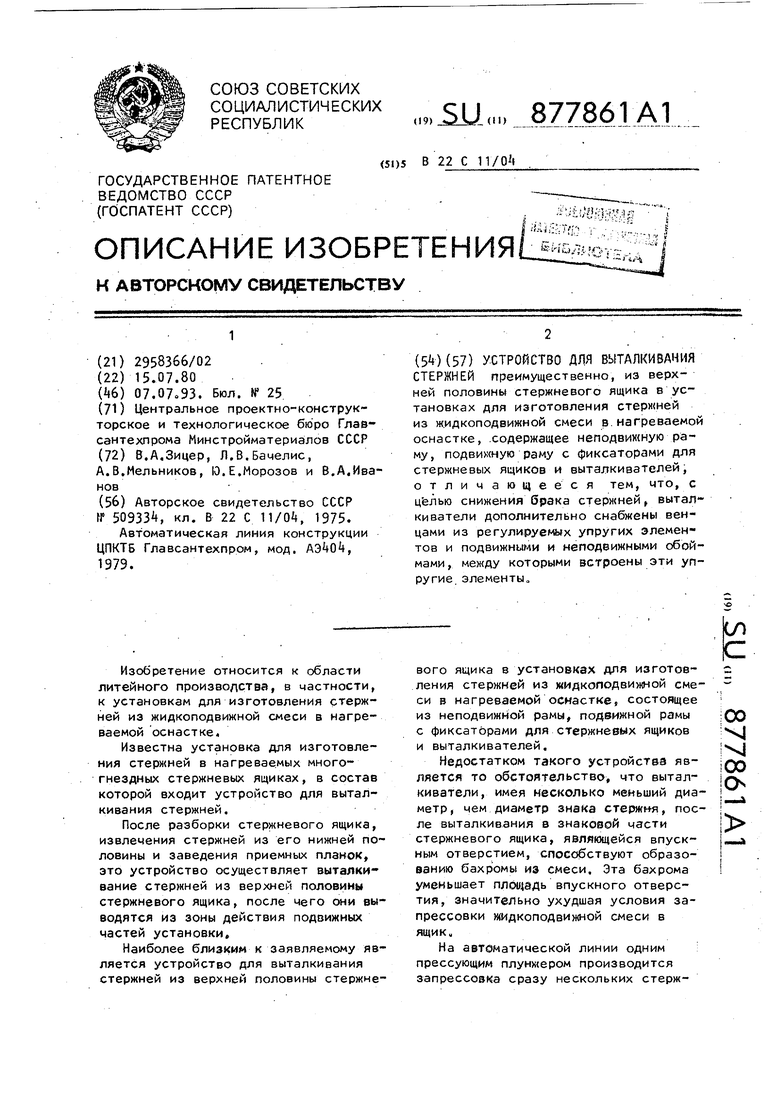

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм разъема стержневых ящиков | 1980 |
|
SU919228A1 |
| Установка для изготовления стержней | 1980 |
|
SU869145A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 1990 |
|
RU2026131C1 |
| Смеситель | 1980 |
|
SU877859A1 |
| Механизм выдачи стержней | 1980 |
|
SU864660A1 |
| Автоматическая линия для изготовления стержней | 1983 |
|
SU1131102A1 |
| Установка для изготовления стержней | 1978 |
|
SU702603A1 |
| Установка для изготовления литейных форм и стержней | 1975 |
|
SU692185A1 |
| Установка для изготовления литейных стержней из жидкоподвижных смесей в горячих ящиках | 1978 |
|
SU863148A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 1999 |
|
RU2153949C1 |
УСТРОЙСТВО ДЛЯ ВЫТАЛКИВАНИЯ СТЕРЖНЕЙ преимущественно, из верхней половины стержневого ящика в установках для изготовления стержней из Ж.ИДКОПОДВИЖНОЙ смеси в. нагреваемой оснастке, .содержащее неподвих(ную раму , подвих ную раму с фиксаторами для стержневых ящиков и выталкивателей, отличающееся тем, что, с целью снижения брака стержней выталкиватели дополнительно снабжены венцами из регулируемых упругих элементов и подвижными и неподвижными обоймами, между которыми встроены эти упругие, элементы
