(54) АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ
1
Изобретение относится к автомати зации производственных процессов и, в частности, к оборудованию для размерной сортировки объектов производства на классификационные группы.
Известен автомат для контроля и сортировки сверл, содержащий измерительную станцию, загрузочное устройство с механизмом поштучной подачи сверл, ориентирующее и сортирующее устройства 1.
Недостаток известного автомата заключается в невысокой точности контроля.
Наиболее близким к изобретению по технической сущности является автомат для контроля и сортировки сверл, содержащий измерительную станцию с базовой призмой и двухконтактной скобой, загрузочное устройство с механизмом поштучной подачи сверл вдоль призмы, ориентирующее и сортирующее устройства 2.
Недостаток известного автоматасостоит а том, что невысока точносгь контроля, а также эффективность сортировки сверл.
Целью изобретения является повышение точности контроля и эффективности сортировки. СВЕРЛ
Указанная цель достигается тем, что в автомате для контроля и сортировки сверл, содержащем измерительную станцию с базовой призмой и двухконтактной скобой, загрузочное устройство с механизмом поштучной подачи сверл вдоль призмы, ориентирующее и сортирующее устройства, ориентирующее устройство снабжено механизмом
10 ТОЧНОЙ установки сверл, состоящим из рычага с иглой и прижима для лзаимодействия с хвостовиком сверла, при этом игла размещена в одной плоскости с двухконтактной скобой измерительной станции с возможностью контактирования с передней гранью сверла, а рычаг и прижим кинематически связаны с механизмом поштучной подачи сверл.
20
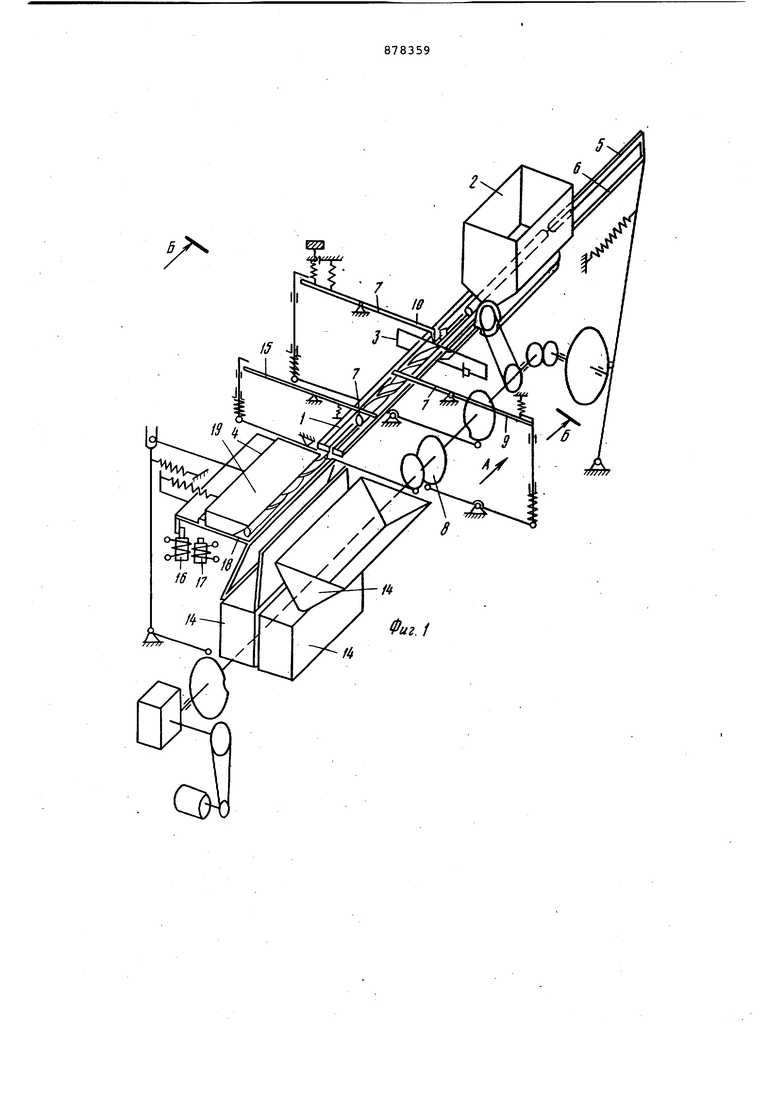
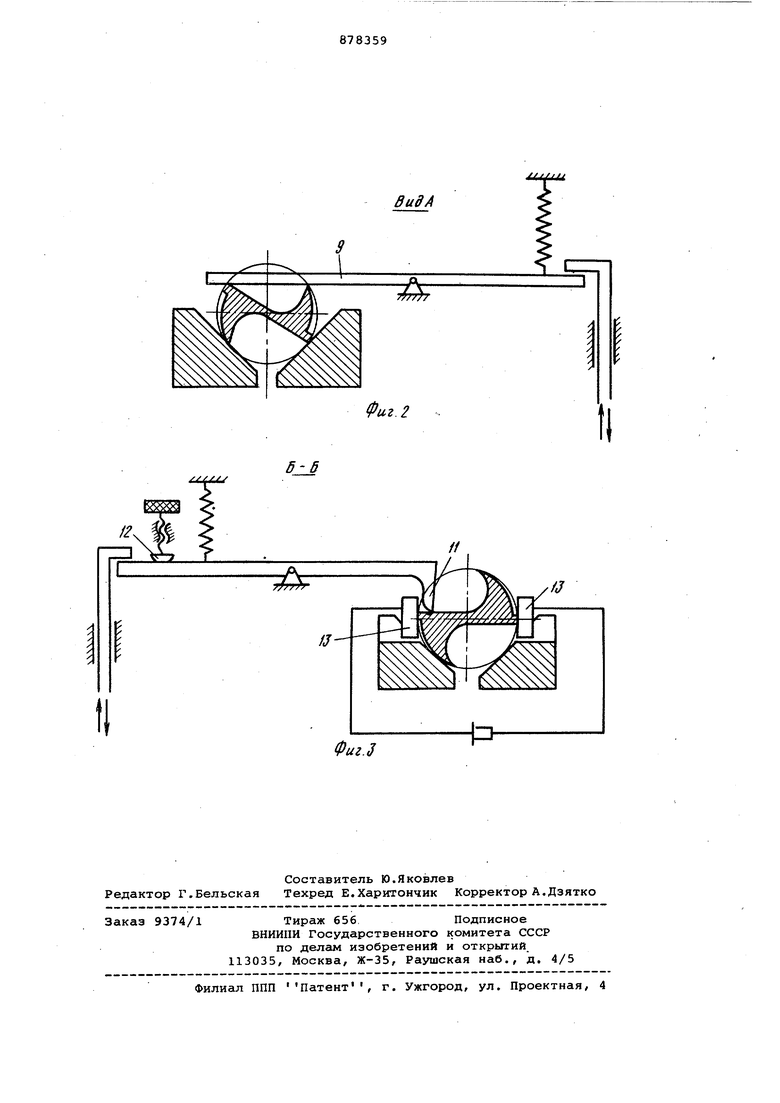
На фиг.1 изображен предлагаемый автомат, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б Фиг.1.
25
Автомат имеет базовую призму 1, которая связывает загрузочное устройство 2 с измерительной станцией 3 и сортирующим устройством 4.
Транспортирующие толкатели 5 и 6
30 установлены с возможностью возвратно-поступательного перемещения вдоль базовой призмы 1.
. Ориентирующее устройство 7 через кулачковый привод 8 кинематически связано с толкателями 5 и 6.
В ориентирующем устройстве 7.имеется механизм 9 предварительной ориентации сверла и механизм точной установки, в который входит рычаг 10 с иглой 11, расположенной в плоскости измерения. Угол поворота рычага 10 ограничен упором 12. Имеются также измерительные наконечники 13 двухконтактной скобы и бункеры 14 сортирующего устройства 4, прижим 15, электромагниты 16 и 17, пластина 18 и толкатель 19.
Для установки сверла в положение, при котором измерительные наконечники 13 контактируют с ленточками сверла, имеется механизм точной установки, содержащий рычаг 10 с иглой. 1 и подпружиненный прижим 15, кинематически связанный с кулачковым валом привода 8 и предназначеннь1й для прижатия цилиндрического хвостовика сверла во время поворота его рычагом 10. Игла 11 рычага 10 и измерительные наконечники 13 двухконтактной . скобы измерительной станции 3 расположены в одном поперечном сечении сверла.
Процесс подачи сверла от загрузочного устройства 2к измерительной станции 3 и ориентация осуществляются следующим образом.
Загрузочное устройство 2 подает сверло на базовую призму 1, после чего толкателем 5 оно подводится к измерительной станции 3. Йо время перемещения сверло поджимается механизмом 9 предварительной ориентации к базовой призме 1 и ориентируется по винтовой канавке сверла. Механизм
9предварительной ориентации установлен на таком расстоянии от двухконтактной скобы измерительной станции 3, при котором в измерительном сечении передняя грань каждого сверла независимо от действительного угла.его винтовой канавки располагается выше линии измерения. В конце осевого перемещения сверла, т.е. после окончания предварительной ориентации, с помощью кулачкового вала привода 8 рычаг механизма 9 отводится от сверла, цилиндрический хвостовик его легко прижимается к базовой призме 1 прижимом 15, а игла 11 рычага 10 входит в контакт с передней гранью сверла в измерительном сечении и поворачивает его до совпадения линии измерения с серединами ленточек сверла. Такое положение ориентируемого сверла обеспечивается поворотом рычага
10до упора 12. При этом повороте прижим 15 играет роль тормоза, не позволяя передней грани сверла оторваться от иглы 11. После завершения
точной ориентации измерительные наконечники 13 двухконтактной скобы измерительной станции 3 подводятся к ленточкам и происходит измерение диаметра. Затем от сверла отводятся рычаги 1.0 и прижим 15 и сверло с помощью толкателя б перемещается к сортирующему устройству 4, а на освободившееся место толкателем 5 подается очередное сверло.
Арретирование и подвод измерительных наконечников 13 к сверлу для измерения осуществляется с помощью кулачкового вала привода 8 (механизм кинематической связи не показан).С имерительными наконечниками 13 связан преобразователь (электромеханический пневмоэлектрический, индуктивный и пр.), сигнал от которого поступает на электромагниты 16 и 17 сортирующего устройства 4. После подачи сверла на сортирующее устройство 4 начинают перемещаться вперед от кулачкового вала пластина 18 и толкатель 19 Пластина 18 может останавливаться в промежуточных положениях с помощью стопоров, связанных с якорями электромагнитов 16 и 17, которые включаются в случае подачи на них сигнала от измерительной станции 3, а толкатель 19 сбрасывает сверло с пластины 18 в один из бункеров 14 сортировочного устройства.
Изобретение повышает точность контроля измеряемых параметров сверла, так как обеспечивает высокую точность ориентации, непосредственно в плоскости измерения, т.е. по режущим кромкам сверла.
Формула изобретения
Автомат для контроля и сортировки сверл, содержащий измерительную станцию с базовой призмой и двухконтактной скобой, загрузочное устройство с механизмом поштучной подачи сверл вдоль призмы, ориентирующее и сортирующее устройства, отличающийся тем, что, с целью повышения точности контроля и эффективности сортировки, ориентирующее устройство снабжено механизмом точной установки сверл, состоящим из рычага р иглой и прижима для взаимодействия с хвостовиком сверла, при этом игла размещена в одной плоскости с двухконтактной скобой измерительной станции с возможностью контактирования с передней гранью сверла, а рычаг и прижим кинематически связаны с механизмом поштучной подачи сверл.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 126719/ кл. В 07 С 5/344, 1960.
2.Малов А.Н. АЬтоматическая загрузка металлорежущих станков. М., 1955, с. 344, рис. 303.
ВидА
77////
Фиг. 2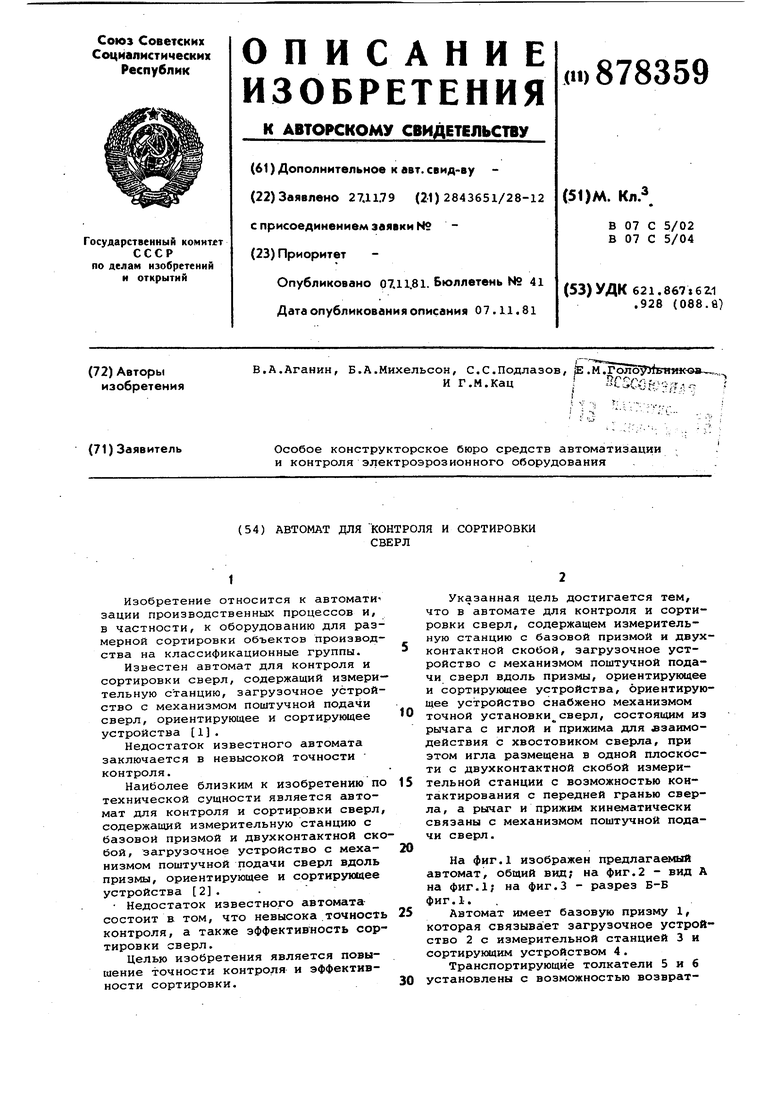

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ по ЛИНЕЙНЫМ | 1971 |
|
SU315900A1 |
| Автомат для контроля и сортировки герконов | 1980 |
|
SU990337A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| Автомат для многодиапазонной размерной сортировки деталей, привод этого автомата и его измерительная станция | 1990 |
|
SU1816519A1 |
| ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ И СОРТИРОВКИ ДЕТАЛЕЙ ПО ИХ ЛИНЕЙНЫМ РАЗМЕРАМ | 1947 |
|
SU85098A1 |
| Гайконарезной автомат | 1987 |
|
SU1540969A1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| Автомат для сортировки деталей | 1990 |
|
SU1789311A1 |
| Автомат для сортировки наружных подшипниковых колец по диаметру желоба | 1978 |
|
SU865435A2 |
/JФиг.З
/J
