щенную между ними шлицевую втулку, на которой укреплена рабочая секция из упругого - эластичного материала, шллцевая втулка вылолнена с профилем ловерхности под рабочую секцию аналогичным профилю рабочей Поверхности вал.ка, рабочая секция выполнена с углом охвата трубной заготовки, равным 120-160°, а боковые секцй-ш скреплены между собой резьбовым соединением.
Выполнение шли.цевой втулки с профилем поверхности аналогичным профилю поверхности валка позволяет уменьшить напряжения Б упругом эласт1ИЧНО,м материале за счет того, что .последний и.меет одинаковую толщину по дну и но реборде валка.
Стягивание боковых секций резьбовым соединением позволяет уменьшить деформации упругого эластичного материала по ширине валка.
Уменьшение величины угла охвата трубной заготовки по сравнению -с угла.м1И в традиционных металлических .валках по tpaiBнению с углами в тради.ционных вал;ках ведет ж уменьшению величины плошади контакта предлагаемого валка с трубной заготовкой. В калибре, образованном .металлическими валками, это приводит к уменьшению величины тянуш.его уаилия.
Калибр, образованный .валками с рабоЧ1ИМИ секциями из упругого эластичного матер.иала, из-за резкого увеличения .контаКтных сил трения дает возможиость уменьшить величину угла охвата до 120-160° в завиаимости от геаметрни готовой продукции (круг, овал, вертикального или горизонтального иоцо.лнення) -без уменьшения .величины тянущего уси.лия. Уменышение площади -контакта валка с трубной заготовкой соответственно уменьшает величины площадей .зон .отставания и 1олережвн1ия.
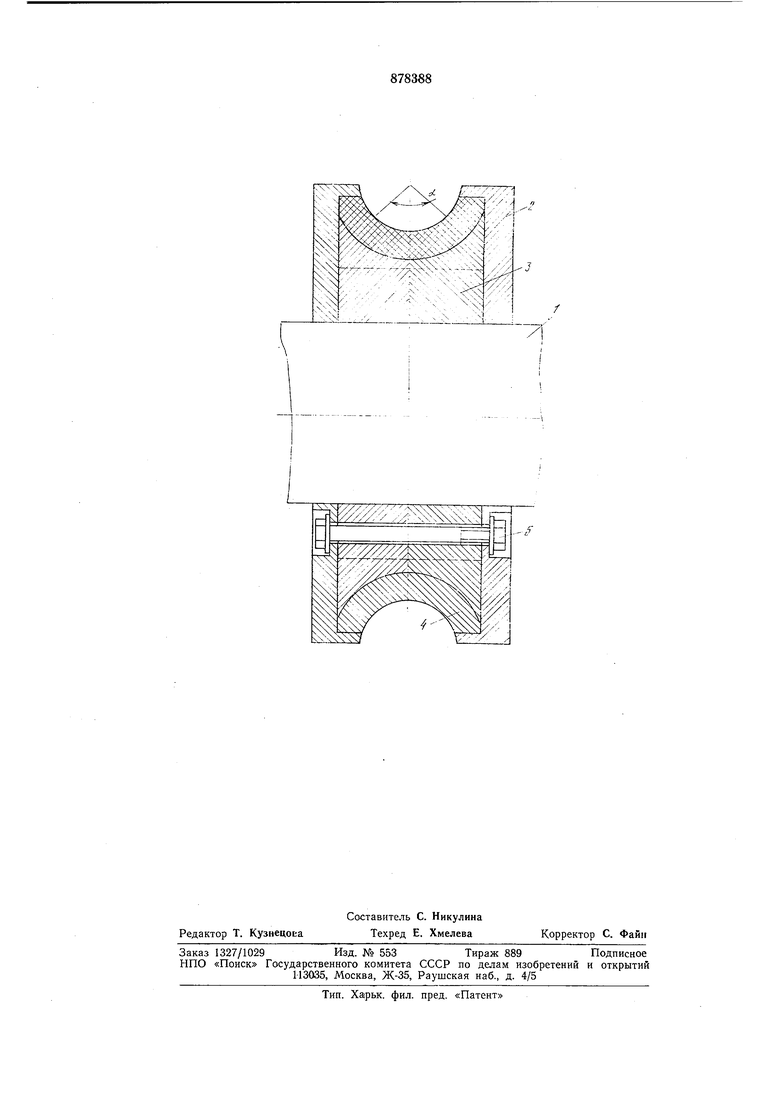
На чертеже изображен валок трубоэлекTipocB ар очного стана, разрез.
Валок содержит установленнью на валу 1 боковые секции 2, размещенную .м-ежду ними .шлнцевую втулку 3, н.а кото.рой укреплена рабочая секция 4 из упругого эластичного .материа.ла. Баковые секции скреплены между собой р.езьбовым соединением 5.
ВалОК работает следующим образом.
Трубная заготовка, поступающая в валковый калибр, отказывает .давление на рабочие секции каждого валка, выполненные из упругого эластичного материала. В результате они .деформируются и соответственно увелич.ивают площадь контакта. Валковый кал.ибр охватывает заготовку не по всему периметру, а только в пределах величины угла а равного 120-160°, для .каждо.го е.алка, та.к как толщина слоя упругого эластичного 1матер1иала одинакова по .периметру, то давление передается равномерно, за счет выполнения .профиля шлицевой втул.ки аналогич1ным профилю .рабочей поверхности валка.
Данное устройство по сравнению с су0 щ ествующим позволит повысить качество формовки и долговечность валка, уменьщить неравномерность износа рабочей поверхности, уменьшить опа.сные напряжения в упругом эластичном материале, т. е. уве5 лнчить эксплуатационную стойкость валка.
Формула изобретения
1.Валок трубоэлектросварочного стана, содержащий установленные на валу боковые секции в виде плоских дисков с буртами и размещенную меж.ду ними шлицевую втулку, на которой укреплена рабочая секция из упругого эластичного .материала, отличающийся тем, что, с целью по5 вышен1ия качества формовки и увеличения .плуата.ци.анной стоЙ1КОст1и валка, щлицевая втзлка выполнена с профилем паверхности под рабочую секцию аналогичным профилю рабочей поверх1нос11и валка, а рабочая секция вы1пол1нена с углом охвата трубной заготовки равны|м 120-160°.
2.Валок по П. 1, отличающийся тем, что баковые секции скреплены между собой резьбовым соеяинен1ием.
Источник информации, принятый во В(ни.мание при акопертизе:
1. Авторское свидетельство СССР № 694241, кл. В 21 С 37/06, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2000 |
|
RU2185909C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКОЙ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ В ЛИНИИ ТЭСА | 2006 |
|
RU2312723C1 |
| Валок трубосварочного стана | 1990 |
|
SU1706739A1 |
| Способ формовки трубной заготов-Ки | 1979 |
|
SU837437A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |
| Валковый калибр трубоформовочного стана | 1987 |
|
SU1503925A1 |
| Валковый калибр стана для производства сварных прямошовных труб | 1978 |
|
SU694241A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2007 |
|
RU2345859C1 |