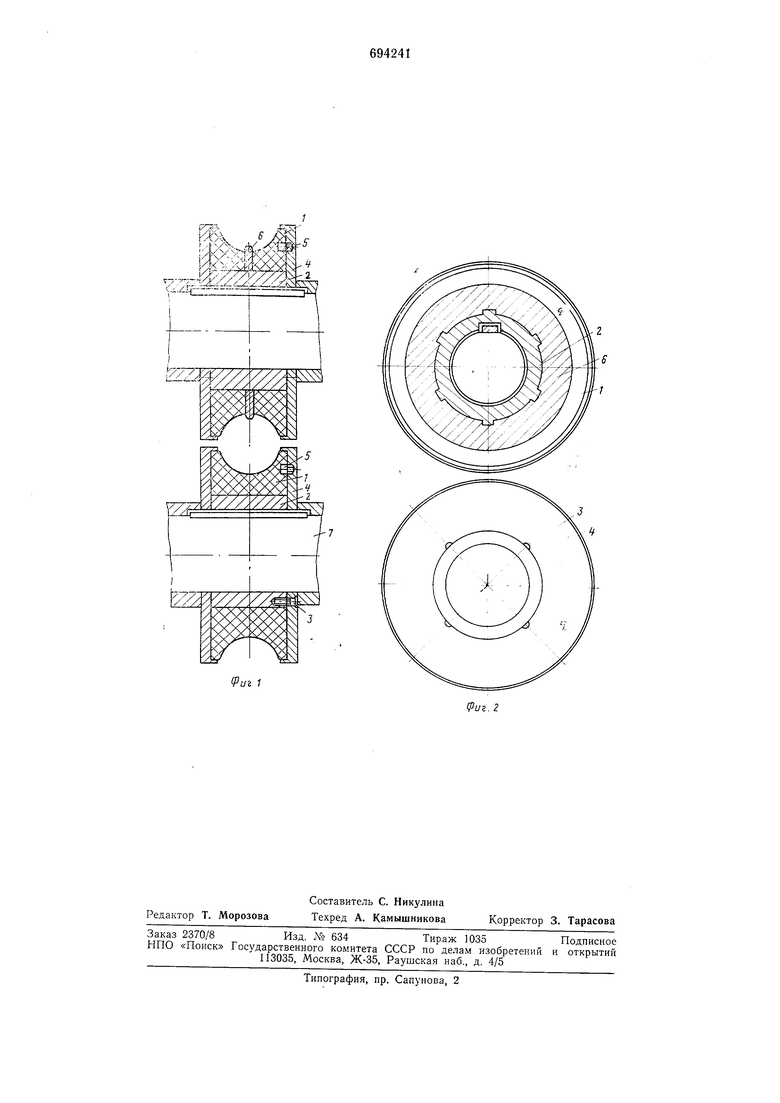
CKire секции 4, выполненные п иидс плоских диск()Г5 с буртами и соединенные с )абочиып секциями при иомощи штифтов 5. Разрезная шайба 6 верхнего валка укреплена па шлнцевой втулке. Шлицевая втулка с рабочими II боковыми секциями размещена па валу 7.
При работе валкового ка.чнбра нроисхо-дпт ун Пгое деформироваппе ностоянной но своему обьему и форме частн рабочей еекцпн 1 валка. Веледствне того, что рабочая секция нредставляст собой единое целое н закреплена от перемещения сразу в нескольких местах с помощью шлицев втулки 2 и цилиндрических штифтов 5, проворачивания рабочей секции не нронсходит.
Участок рабочей секции, находян,ейся в напряжением состоянии, ограничен поверхностью формуемой полосы, буртамн боковых секцнй, самими боковыми секпиядш и поверхностью шлицевой втулки. Таким образом, деформация напряженного учаетка но всей новерхпости его объема стеснена, что препятствует возникновению в указанном объеме растягиваюн1,их напряжений, т. е. создается схема всестороннего сжатия. Это обеспечивает, благодаря большому сопротивлению иа сжатие зшругого материала, высокую эксплуатационпую стойкость предлагаемого валкового калибра.
На оиытно-промышленном девятиклетьевом трубоформовочном стане в последней но ходу формовки горизонтальной клети был уетаиовлеи описанный валковый калибр и проведена сварка 45 тыс. м труб 33X1,5 мм из стали марки 12Х18Н10Т.
Вся партия прошла сдаточные испытания. Стойкость валковых 1 алкбров нри эксилуатации их па промышленном стане 10-60 обеспечивает изготовление не более
3 тые. м свариых труб. Таким образом, результаты онытной еварки подтвердили высокую экенлуатац11ог11 у1о стоГ|кост1 валкопого калиб)а.
Иснользованне изобретения на нромышленных станах аргоно-дуговой сварки нрямошовпых труб позволит наряду с высоким качеством изготав.тиваемых электросварных труб обеснечить малый изное рабочих секцнй валкового калибра, нзготовлепных из упругого материала, и тем самым новысить нроизводительность.
Формула изобретения
Валковый калибр стана для нроизводства
сварных прямошовных труб, содержащий }П1Жний и верхний составные валки, каждый из которых выполнен в виде уетановлениых на валу боковых металлическнх секцнй II рабочих секцнй из эластичного
матернала, отличающийся тем, что, с целью повышения производительности путем увеличения эксплуатационной стойкости рабочих секций, каждый валок снабжен шлицевой втулкой, размещенной на
валу между боковыми секциями, при этом боковые секции выполнены в виде плоских дисков с буртами, а рабочие секции укреплены на указанной шлицевой втулке. Источники информации,
принятые во внимание при экспертизе
1. Авторское евндетельство СССР (заявка № 2491933/25-27, но которой принято решение о выдач(), 1976 г.
Vui 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок трубоэлектросварочного стана | 1980 |
|
SU878388A1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2000 |
|
RU2185909C2 |
| Валковый узел для продольной прокатки | 1982 |
|
SU1024131A1 |
| Валковый калибр трубоформовочного стана | 1987 |
|
SU1503925A1 |
| Валковый узел для продольной прокатки | 1986 |
|
SU1319955A1 |
| ПОДАЮЩИЙ АППАРАТ ПИЛИГРИМОВОГО СТАНА | 1991 |
|
RU2010638C1 |
| Способ настройки калибровочно-редукционного стана и маркированный шаблон для его осуществления | 1985 |
|
SU1348023A1 |
| Валок трубосварочного стана | 1990 |
|
SU1706739A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |