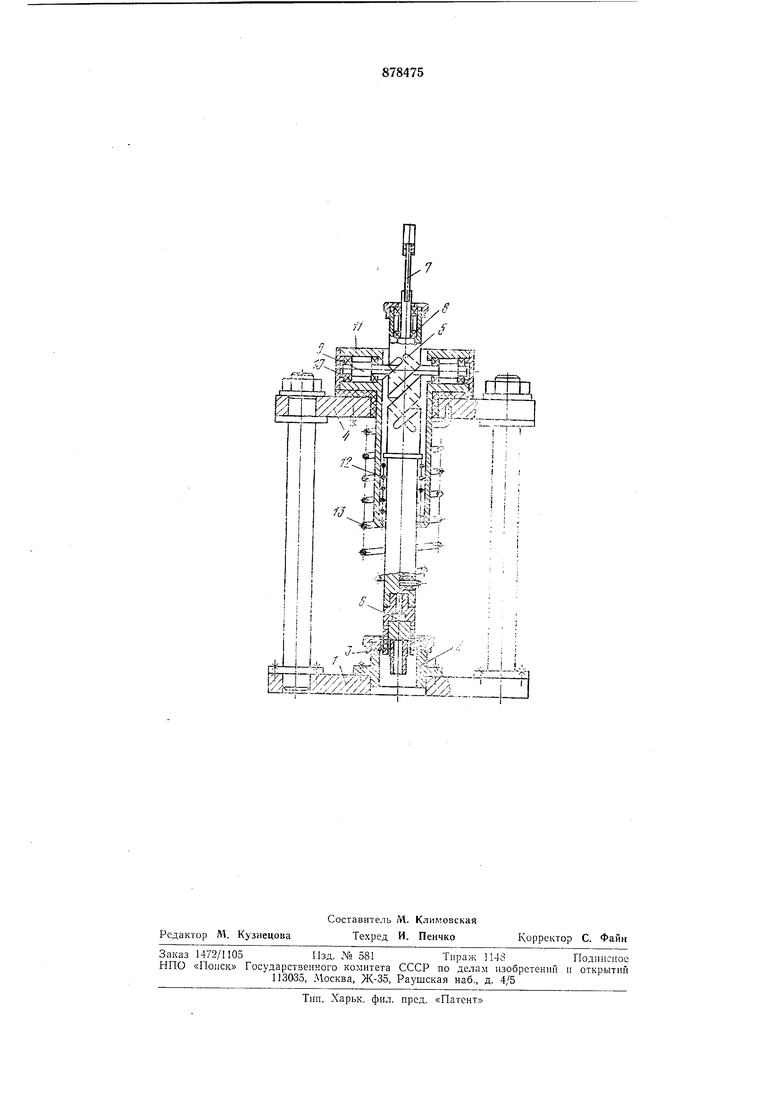
введены в зацепление с кайавкой ходового винта 5, установленного щ шариковых -направляющих 12. Неподвлжная верхняя ллита 4 и ходовой винт 5 связаны между собой лружиной сжатия 13. Угол наклона винтовой линии канавки ходового винта выполнен больше угла трения при одинаковом шаге образующей винтовой линии детали, электрода-инструмента и канавки ходового винта.
Устройство работает следующим образом.
Вертикальное леремещение ш-пинделя от лривада автоматической подачи электроэрозионного стайка (на чертеже не показан), на столе которого устанавливается устройство, ослабляет натяжение гибкого троса 7. |При этом ходовой винт 5, который находится в зацеплении с фиксаторами 9 и связа« пружиной сжатия 13 с неподвижной верхней плитой 4, вворачивается в корпус 11 вместе с электродом-инструментом 6. После поворота ходового винта 5 и, следовательно, электрода-инструмента 6 на угол,
„ 360-/г
равный -- -fa, где Н - шаг ходоп
вого виита; h - толщина обрабатываемой детали; а - коэффициент, учитывающий дополнительный угол поворота ходового виита, необходимый для учета величины износа электрода-инструмента и калибровки полученного винтового паза, образование ВИНТОВЫХ пазов детали заканчивается.
Применение предлагаемой конструкции устройства для электроэроз.ио.нной обработки криволинейных пазов -позволяет обрабатывать детали, например корпус форсу-нки, на универсальных электроэрозионных станках с обеспечением достаточной точности.
Формула изобретения
Устройство для электроэрозионной обработки винтовых поверхностей к электроэрозиоиному станку, снабженное соединенным с электродом-инструментом, подпружиненным в направлении подачи, ходовым БинтОМ, который связаи с приводом автоматической подачи станка, отличающееся тем, что, с целью повыщения точности обработки и упрощения конструкции, в устройство введен .неподвижный корпус с отверстием, сквозь которое проходит ходовой ви-нт, .причем в корпусе установлены с возможностью вращения вокруг оси, перпендикулярной ,к оси ходового винта, расположенные диаметрально фиксаторы, каждый из которых введен в канавку ходового винта, а связь последнего с приводом выполнена в виде гмбкого троса, устанозленного на торце ходового винта с возможностью вращения вокруг его оси.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР № 368970, кл. В 23 Р 1/12, 1971.
Ь±-Ь±Ьг
гфУ-Цп Ш
ЙЛШ1Ё-±-%
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК НА АЭРОСТАТИЧЕСКИХ ОПОРАХ | 2007 |
|
RU2347676C2 |
| Устройство для размерной электрохимической обработки винтовых поверхностей | 1988 |
|
SU1535682A1 |
| Способ электрохимического нарезания резьбы | 1988 |
|
SU1535686A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ПЕРЕМЕННОГО ШАГА И ПОСТОЯННОЙ ГЛУБИНЫ | 1998 |
|
RU2144447C1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU368970A1 |
| Устройство к токарно-винторезному станку для обработки винтов с переменным шагом | 1976 |
|
SU663488A1 |
| Устройство для отделочно-упрочняющей обработки винтовых поверхностей | 1990 |
|
SU1750934A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ ЭЛЕКТРОЛИТИЧЕСКОГО НАТИРАНИЯ | 2020 |
|
RU2739927C1 |