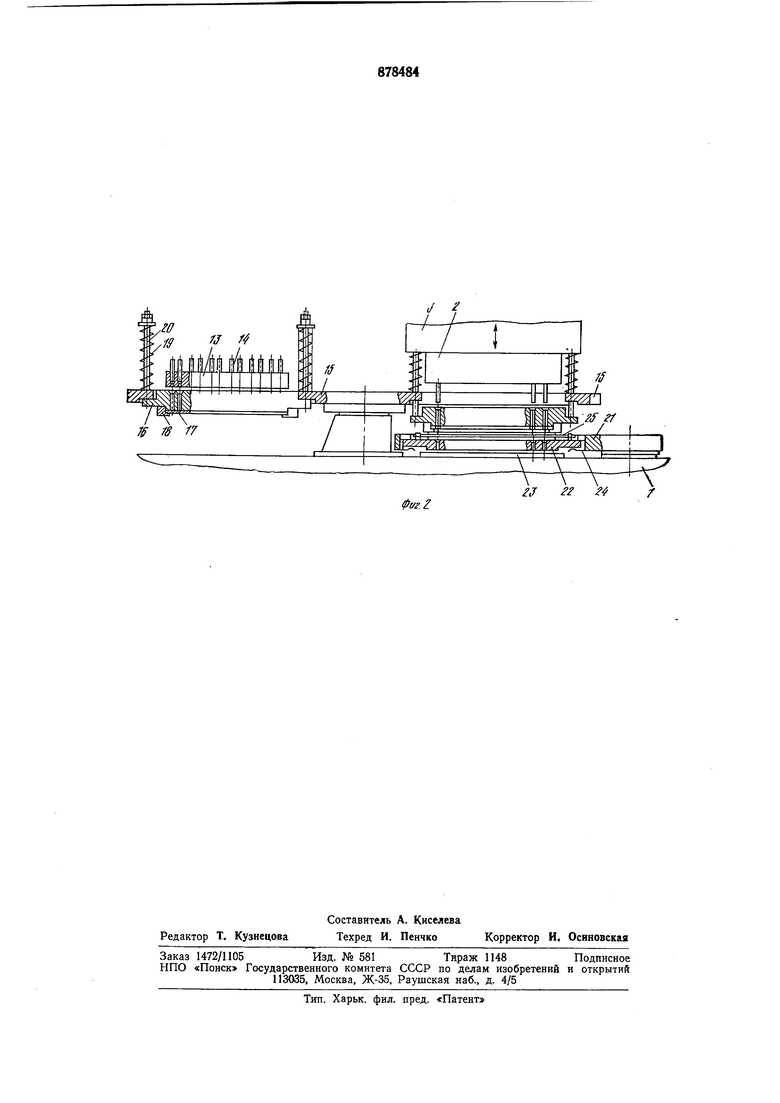
шибером 4 в зону резки отрезного штампа 7, после отрезки штыри 6 перемещаются по наклонным направляюшим многоручьевого приемника 8 и через открытую заслонку 11 поступают в многоканальный питатель. Из многоканального питателя через открытую заслонку 12 механизмом 10 подачи сжатого воздуха по гибким каналам 14 через плиту 13 штыри б проталкиваются сжатым воздухом в кондуктор 16.
При этом базовая деталь 25 устанавливается на опоры механизма центрирования и фиксации и закрепляется.
Поворот верхнего 15 и нижнего 21 роторов для совмещения кондуктора 16 и базовой детали 25 осуществляется от привода пресса.
Подается команда на силовой цилиндр 3, пуансон 2 перемещается вниз, передавая усилие подпружиненным стойкам 20, а через них и кондуктору 16. При соприкосновении кондуктора 16 с базовой деталью 25 упорная пластина 17 отводится, отверстия в кондукторе 16 совмещаются с отверстиями базовой детали 25 и происходит запрессовка штырей 6 в базовую деталь 25.
После окончания запрессовки пуансон 2 перемещается вверх, кондуктор 16 и механизм центрирования и фиксации под действием пружин 19 и 24 возвращаются в исходное положение, верхний 15 и нижний 21 роторы поворачиваются на позицию загрузки, снимается собранный узел. Далее цикл повторяется.
Предлагаемый пресс занимает ограниченную технологическую площадь, позволяет установить в базовую деталь .128 и более штук запрессовываемых штырей и повышает производительность труда в десять раз.
Формула изобретения
1.Сборочный пресс для запрессовки тонких штырей в базовые детали, содержащий смонтированные на основании запрессовочный орган, загрузочный механизм, соединенный многоканальным питателем с кондуктором, и механизм центрирования и фиксации для базовых деталей, отличающийся тем, что, с целью повышения качества запрессовки и производительности, он снабжен установленными на основании верхним и нижним роторами с параллельными вертикальными осями, при этом кондуктор расположен на верхнем роторе, а механизм центрирования и фиксации - на нижнем роторе.
2.Пресс по п. I, отличающийся тем, что он снабжен механизмом подачи сжатого воздуха для установки штырей в кондуктор, смонтированным на многоканальном питателе.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР ДСо 596408, кл. В 23 Р 19/02,1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный пресс | 1975 |
|
SU596408A1 |
| Пресс для сборки запрессовкой изделий с тонкими стержневыми деталями типа штырей | 1979 |
|
SU782983A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для запрессовки деталей типа кольцо-чашка | 1990 |
|
SU1759594A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Устройство для сборки деталей запрессовкой | 1986 |
|
SU1388252A1 |
| Автоматическая сборочная линия спутникового типа | 1988 |
|
SU1625558A1 |
| Устройство для набивки диафрагм массажных щеток штыревыми элементами | 1978 |
|
SU858749A1 |
| Сборочный автомат | 1987 |
|
SU1496983A1 |
| Устройство для запрессовки контактов стержневого типа в колодки разъемов | 1990 |
|
SU1778836A1 |
-
Sffj/ r
фиг-f
