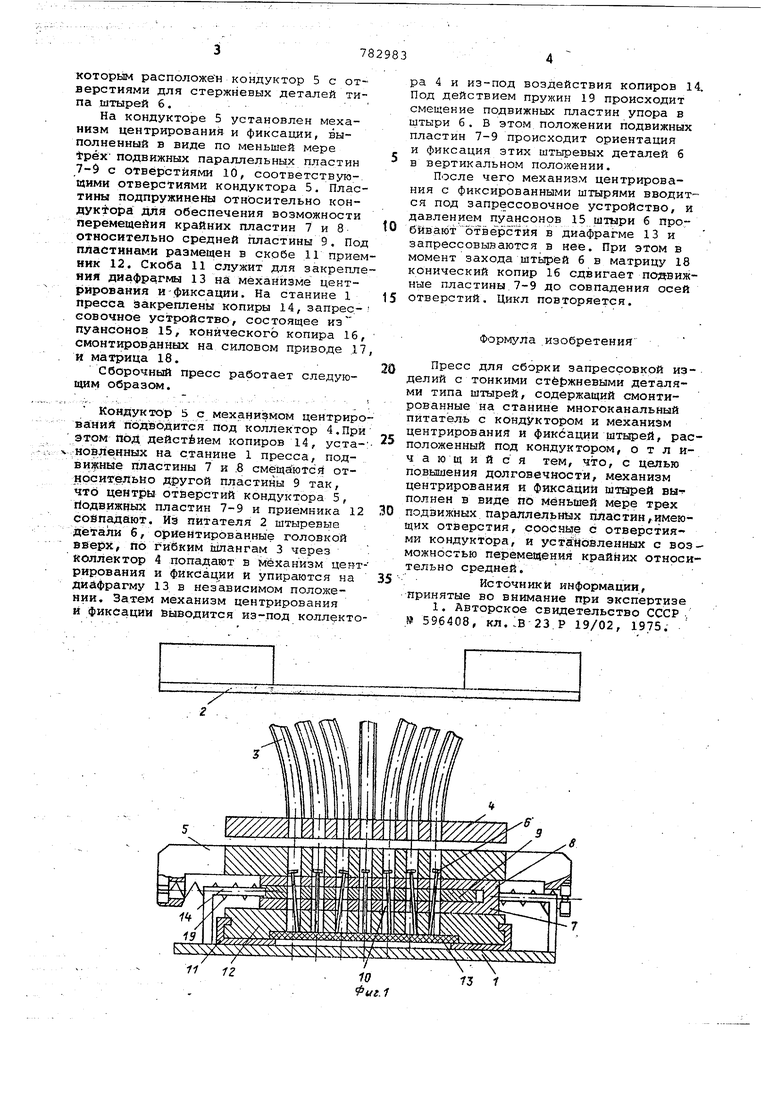
(54) ПРЕСС ДЛЯ .СБОРКИ ЗАПРЕССОРКОЙ ИЗДЕЛИЙ С ТОНКИМИ СТЕРЖНЕВЫМИ ДЕТАЛЯМИ ТИПА ШТЫРЕЙ Изобретение относится к механосборочным работам и используется для набивки большого количества деталей типа стержней на ограниченной площади, например штырей в диафрагму массажной щетки. Известен сборочный пресс, содержащий смонтированные на станине загрузочный механизм, соединенный многокансшьным питателем с кондуктором и механизм центрирования и фиксации снабженный эластичным ограничителем 1 . Известный сборочный пресс не обес печивает точной ориентации и центри рования при установке тонких и легких стержневых деталей, особенно шты ревык, имеющих эксцентричные -головки, головки с отклонениями от формы отверстий кондукторе. Так как ориентация штыревых деталей происходит под действием веса детали в воронкообразном отверстии эластичного ограничителя, а не путем жесткой их фиксации, то зазор между отверстием в кондукторе и головкой штыря должен быть минимальным. Недостатком центрЛфующего устрой ства сборочного пресса является быс рый выход из строя эластичного ограничителя. Кроме того, им не обеспечивается точное направление штырей при.вставке в разнотолирнную диафрагму, выполненную, например, из рифленой резины. Целью изобретения является повышение долговечности пресса. Поставленная, цель достигается за счет того, что в прессе для сборки запрет: сов кой изделий с тонкими стержневыми деталями типа штырей, содержащем смонтированные на станине многоканальный питатель с кондуктором и механизм центрирования и фиксации штырей, расположенный под кондуктором, механизм центрирования и фиксации штырей выполнен в виде по меньшей мере трех подвижных параллельных пластин, имеющих отверстия, соосные с отверстиями кондуктора, и установленных с возможностью перемещения крайних относительно средней. На фиг.1 изображен пресс, общий вид; на фиг.2 - механизм центрирования и фиксации штырей; на фиг.З запрессовочное устройцтво. Пресс содержит смонтированные на станине 1 питатель 2, связанный гибкими шлангами 3 с коллектором 4,пол
оторым расположен кондуктор 5 с отерстиями для стержневых деталей тиа штырей 6.
На кондукторе 5 установлен механизм центрирований и фиксации, выполненный в виде по меньшей мере tpex подвижных параллельных пластин 7-9 с отверстиями 10, соответствующими отверстиями кондуктора 5. Пластины подпружинены относительно кондуктора для обеспечения возможности перемещейия крайних пластин 7 и 8 относительно средней пластины 9. Под пластинами размещен в скобе 11 приемник 12. Скоба 11 служит для закрепления диафрагмы 13 на механизме центрирования и фиксации. На станине 1 пресса закреплены копиры 14, запрессовочное устройство, состоящее из пуансонов 15, конического копира 16, смонтированных на силовом приводе 17, и матрица 18.
Сборочный пресс работает следующим образом.
Кондуктор 5 с механизмом центрирова:ний ПЬдвбйится под коллектор 4.При ЭТОМ под Действием копиров 14, уста-:новленных на станине 1 пресса, подвидаые пластины 7 и .8 смещаютсй отнсэситедьво другой пластин.ы 9 так, что центры отверстий кондуктора 5, йодвижных пластин 7-9 и приемника 12 сойпадают. Из питателя 2 штыревые Детали б, ориентированные головкой BBejjx, по гибким шлангам 3 через коллектор 4 попадают в механизм центрирования и фиксации и упираются на дийфрагму 13 в независимом положении. Затем механизм центрирования и фиксаций выводится из-под коллектора 4 и из-под воздействия копиров 14. Под действием пружин 19 происходит смещение подвижных пластин упора в штыри б. В этом положении подвижных пластин 7-9 происходит ориентация и фиксация этих штыревых деталей б в вертикальном положении.
После чего механизм центрирования с фиксированными штырями вводится под запрессовочное устройство, и давлением пуансонов 15 штыри 6 проO бйваюто твёрстня в диафрагме 13 и запрессовываются в нее. При этом в момент захода щтырёй б в матрицу 18 конический копир 16 сдвигает подвижные пластины 7-9 до совпадения осей
5 отверстий. Цикл повторяется.
Формула изобретения .
Пресс для сборки запрессовкой изделий с тонкими стёЕ) деталями типа штырей, содержащий смонтированные на станине многоканальный питатель с кондуктором и механизм центрирования и фиксации штырей, расположенный под кондуктором, отличающийся тем, что, с целью повышения долговечиости, механизм центрирования и фиксаций штырей выполнен в виде по меньшей мере трех подвижных параллельных пластин,имеющих отверстия, соосны с отверстиями кондуктора, и установленных с возможностью перемещения крайних относительно средней, .
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР, 596408, кл. :в 23.Р 19/02, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный пресс | 1975 |
|
SU596408A1 |
| Сборочный пресс для запрессовки тонких штырей в базовые детали | 1980 |
|
SU878484A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Устройство для запрессовки штифтов в корпусные детали | 1990 |
|
SU1768367A1 |
| Устройство для запрессовки контактов стержневого типа в колодки разъемов | 1990 |
|
SU1778836A1 |
| Станок для запрессовки подшипников с двух сторон | 1976 |
|
SU782979A1 |
| Стенд для сборки прессовых соедине-Ний дЕТАлЕй | 1979 |
|
SU846219A1 |
| Устройство для запрессовки преимущественно свертных втулок | 1981 |
|
SU1006153A1 |
| Устройство для сборки деталей запрессовкой | 1987 |
|
SU1581557A1 |

17
