(54) СПОСОБ ОБРАБОТКИ В ПСЕВДООЖИЖЕННОМ АБРАЗИВЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей в "ки-пящЕМ" СлОЕ АбРАзиВА | 1979 |
|
SU848310A1 |
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU848313A1 |
| Способ обработки деталей в псевдоо-жижЕННОМ АбРАзиВЕ | 1979 |
|
SU846243A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU878515A1 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU931405A1 |
| Способ обработки в псевдоожижен-НОй СРЕдЕ и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1979 |
|
SU848314A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Способ обработки деталей в псевдоожиженном слое абразива | 1979 |
|
SU903087A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1978 |
|
SU779037A1 |

Изобретение относится к абраз-нвной обработке детален сложной конфигурации и может применяться в машиностроении, гарнборостроени и других отраслях промышленности.
Известен способ обработки в псевдоожиженном абрааиве, при котором расход ожижающего абразив агента через камеру с абразивом периодически изменяют 1.
Недостатком этого способа является то, что с увеличением частоты лульсаций воздуха, что необходимо для повышения производительности и точности обработки, снижается величина импульса давления (разность между максимальным и минимальным значением давления) в воздухораспределительной камере. Это снижает интенсивность движения частиц в слое, амплитуду перемещения слоя и, следовательно, производительность и точность обработки.
Это обусловлено тем, что с увеличением частоты пульсаций, во-первых, уменьшается величина максимального значения давления в камере воздухораспределения, вовторых, все большая часть порций газа, подаваемых в течение периода пульсаций, ле успевает пройти через газораспределительную решетку, слой абразива и рабочую камеру, вследствие чего повышается значеиие -минимального давления в камере
Боздухораспределения. Поэтому, а та«же вследствие того, что после прекращения подачи расхода воздуха под решетку, газ, расшир1шш,инся после подачи предшествующей порции, еще некоторое время движется вверх на выход из рабочей камеры л увлекает с собой частицы, вследствие чего слой абразива не успевает осесть на решетку. С увеличешюм частоты пульсаций воздуха состояние абразивного слоя приближается к тому, которое наблюдается при стационарной подаче газа, а это не только «е позволяет повысить ироизводительность, «о и ограничивает техцологиче15 ские возможности способа, в том числе по качеству (точ-ности) обработки.
Цель изобретения - повышение производитель юсти ц точности обработки, а та1кже расширение технологических воз20 можностей.
Для этого по предлагаемому способу изменение расхода ожижающего абразив агента .производят как .на входе в камеру, TaiK i из выходе из нее путем периодического перекрывания или дросселирования, причем периоды пульсаций расхода ожижающего агента на .входе в камеру и на выходе .из нее принимают одинаков1 1ми и со сдвигом ПО фазе иа 0,15-0,35 периода, а соотношение времен открытого и закрытого положений воздуховодов задают равным 0,8-1,2.
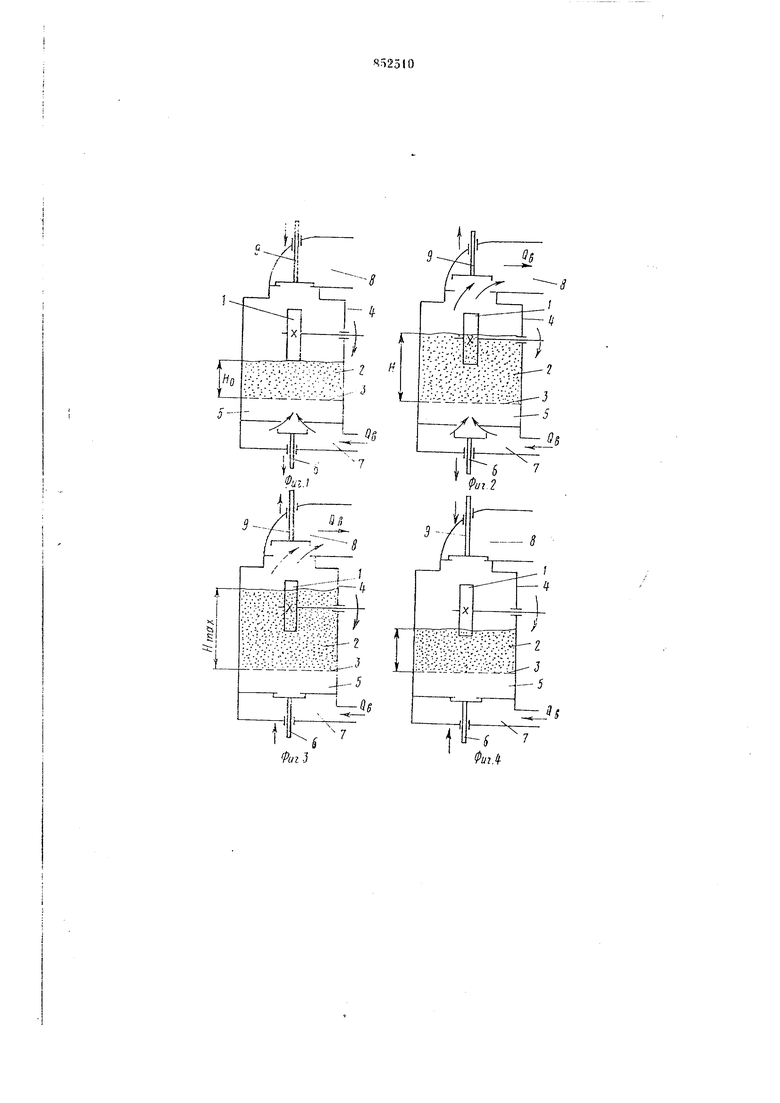
На фиг. li-4 представлена схема устройства, реал11зу1О цего способ, и основные фазы процесса .пульсации за период; на фнг. 5 изображен график изменения расхода ожпжаюи1его агента на входе в камеру и на выходе пз псе в функции временн.
Обрабатываемую деталь / врашают Е кипящем слое абразива 2, расположенном на газораспредел)1тельноГ| решетке Л рабочей камеры 4. Пссйдоожижение абразива 2 произнодят аерподической подачей в воздухораспределительную камеру 5 потока Q в сжатого воздуха.
Периодическое .перекрытие потока воздуха осуществляют, напр., электромагнитным клапаном 6, упразляемы.м от блока управления (не изображен). Расход потока воздуха через камеру 4 -с абразивом 2 изменяют его периодическим перекрытием или дро€сел1-грованиом не только на входе в камеру, но и на выходе из нее, причем пер-иоды Т (фиг. 5) пульсаций расхода QB ожижающего агента (воздуха) на вхо:ie. в камеру и на выходе -из нее пршгимают одинаковыми, но со сдвигом по фазе, равным 0,15-0,35 периода Т, а соотношение времени открытого tg и закрытого / поло;кен|-1Й воздуховодов (или клапанов) задают равным 0,8-1.2.
Это осуществляют, папример, за счет перекрытия (или частичного Цри крытия) входного 7, сообщающегося с источником расхода, и выходного 8, сообщающегося с атмосферой, воздухоотводов камеры 4 клаканамн-распределитеяямн 6 и 9,- управляемыми, на.пример, электрокиым блоком управления .или распределителями, кипе.матическн связан-нымн между собой -и с механическим приводом.
Соотнощение времен открытого.о и закрытого /3 положенлй клапанов б и, 9, а также сдвиг .по фазе AT лериодоз пульсаций воздуха Выбирают таким образом (фиг. 5), чтобы обеспеч-ить максимальные амплитуду и скорость движения слоя и частиц вверх и ми-нимальное время осаждения слоя на воздухораснределительную решетку S.
Последовательность .приемов осуществления способа щраизводят в следующем порядке. В начале очередного периода пульсации (фиг. 1) клапан 6 на входе в рабочую камеру 4 открьшают, а клапа 9 на выходе из камеры 4 закрывают. При этом воздух начинает поступать в рабочую камеру (точка а на фиг. 5). ;В камере начинает подниматься давл-епие, но слой, так как расход через камеру отсутствует, находится в .плотном состояний, и его высота Яо (фиг. ) -м.цнимальна.
По истечении вромсн-и, равного сдвигу по фазе AT (в точке Ь, фиг. 5) открывают
из камеры выходит через выходной воздуховод 8, а слой абраз-нва иод действием перепада давления интенсивно 31зерх (фиг. 2), скругляя на обрабатываемой детали кромки, расположеиные пер1пендикулярно радиусу (в перпендикулярном направлении они скругляются за счет скорости вращения детали в абразиве).
В момент, когда скорость подъе.ма слоя максимальна, а его высота равна Я (фиг. 2), 6 на входе В камеру закрывают, прекращая доступ воздуха в камеру 4 (фиг. чЗ п точка с на фиг. 5). Однако слой абразива, обладая инерционностью, продолжает двигаться вверх, так как клапан 9 на выходе из камеры открыт. В момент гремени, когда слой достигнет своего верхнего положения, его высота Я,.,,,.,. будет ма1КСимальной, а скорость будет равна ну0 лю, и он затем начнет двигаться вниз (фиг. 3), клапан 9 на выходе из камеры 4 закрывают (фиг. 4 и точка d ка фиг. 5). Истечение воздуха из камеры 4 прекращается, и слой абразива под действием своего 5 веса начинает с ускорением двигаться вниз. Во время движения слоя вниз, когда верхний клапан 9 euj.e закрыт, открывают клапан 6 на входе в камеру, и в ней нач Инает подниматься давление (фиг. 1). Слой 0 же абраз.нва продолжает падать и оседает на решетку, так как расхода воздуха через рабочую камеру 4 нет и нет сил, увлекающих частицы абразива вверх. Далее повторяется очередной период пульсаций. 5 Если соотнощеН|Ие времен открытого /о и закрытого /3 .положений клапанов 6 и 9 будет мало, например o/fj меньше 0,,8, а сдвиг по фазе АГ будет велик, .например ,5- 0 0,7, то время t активНой фазы периода Т, когда через рабочую камеру .проходит поток воздуха, будет мало, так как t. to - -АГ, а время t,, пассивной фазы периода, когда расход воздуха через камеру отсут5 ствует, будет велико, -ибо 1„ Т-( (фиг. 5). В результате этого слой абразива не будет успевать подниматься вверх и, следовательно, будет большую долю периода находиться на газораопредел.ительной ре50 шетке без движения. Напротив, если ссютношен-ие вре.чен /о и /з будет большл.м, например, Ь2-1,5, а сдвиг по фазе АГ будет мал, «аярнмер, .А ОЛ5-0,05, то вреМЯ п ласснвной фазы периода, когда рас55 ход газа через камеру отсутствует, будет мало, слой абразива не будет успевать опуститься на решетку, а see время будет находиться .в расширенном состоя 1ии, но .итуда его колебаний будет мала или 0 ра.ина нулю, т. е. состояние слоя будет приближаться -к стационар-ному (с .постоянным расходом газа, без пульсаций).
Оптимальные соотношения времен открытого .и закрытого положений клапанов,
.-„„.„.,,,.„ . г о (.,1 д гтг . О ЛД1ГГ rr.HTV М V дв.иже1тия слоя 31, следовательно, произвоД1 тсльиость II качество, находятся в диапазоме 0.8-,2, а значения величины сдвига но фазе ЛГ - в иггтервале 0,15-0,35. Пример. Обрабатывают диск компpccci:.pa газотурб;т1юго двнгателя нз тнтапонпго сплава. В качестве абразива нспользуют карбид кре.мння зеленый G3 С зерннстостыо Л« 40. Экспериментально устанавливают оптималы1ую величину частоты / пульсацнй и задают ее равной 2,5 Гц. При этом период пульсаций Т равен: Г 1// 1 : 2,5 0,4 с. Время /о открытого положения воздухово.адв прлни.мают равным с, тогда время /3 закрытого положения клапанов булет равно Г-/„ 0,4-0,2 0,2 с. это.м отношение этих времен оказывается равным: o/Vj 0,2 : 0,2 1,0, т. е. находится в заявляемом дзга пазоне отрюшений o.i, равном 0,,2. Сдвиг по фазе ЛГ прнни.мают равным АГ-(0,15-0,35) Г, например, АГ 0,257 0,25 0,4 0,1 с. Тогда время t, в течение которого воздух проходит через рабочую камеру, будет равно ( /of-АГ 0,2-0,1 0,1 с, а время t, в течение которого расход газа через камеру отсутствует, составит /п , , 0,4-0,2 + 0,11 0,3 с. Эти интервалы времен обеспечивают астройкой программного устройства, упавляющего работой клапаиоз. Преллагяемый способ .1яет рабоать при больших частотах ,ий абазивного слоя, что повышает производиельность и точность обработк, раснгнряет тех11олог;1ческие возможности самого метода обработки в кипящем абразиве. Ф о р .м у л а изобретен и я Способ обработки в нсевдоолагжеином абразиве, при котором расход ожнжающего абразив агента через камеру с абразивом периодически изменяют, отличающ-ийся тем, что, с целью повышения производительности и точности обработки, изменение расхода ожижающего абразив агента производят как на входе з камеру, так и на выходе из нее путем периодического перекрывания или дросселирования, причем периоды пзльсаций расхода ожижаюн1его агента на входе и на выходе из камеры принимают одинаковыми, но со сдвигом но фазе на 0,12-0,35 периода, а соотношение времени открытого и закрытого положений .подающего и отводящего ожижающнй агент воздуховодов задают равным 0,8-ily2. Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР по заявке Х« 2367565/08, кл. В 24 С 1/00, 1976.
«.
V
5-% sS
