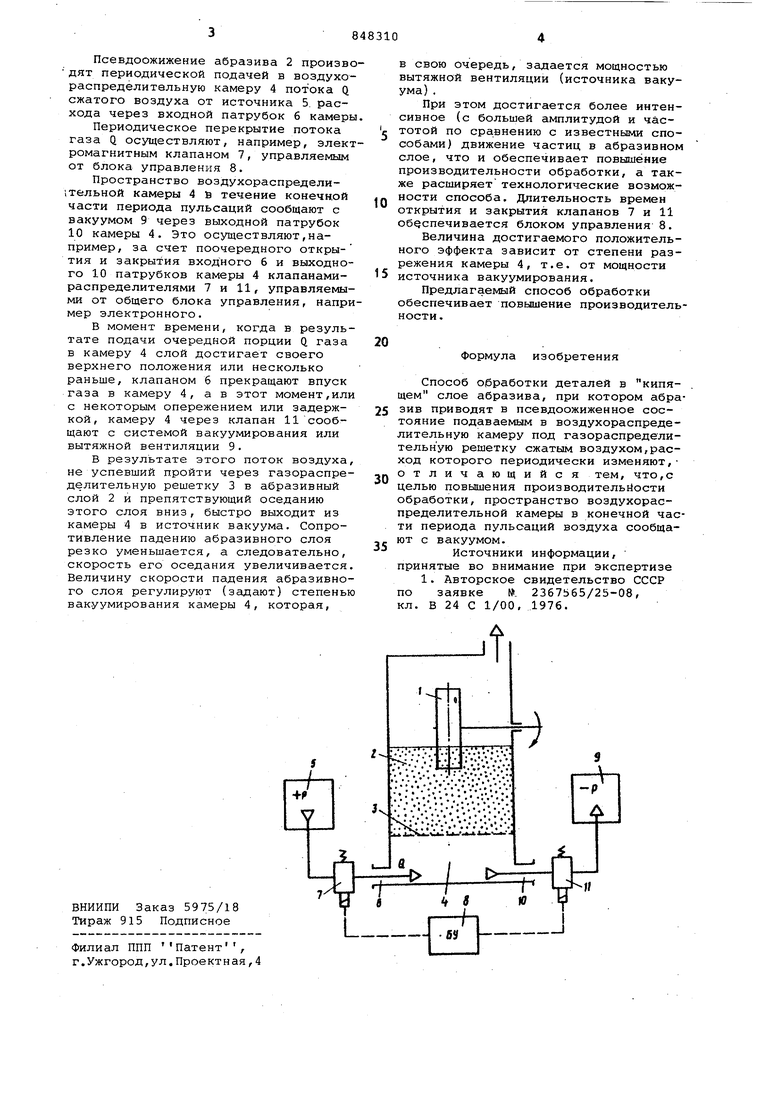
Изобретение относится к абразивной обработке (например, полированию снятию заусенцев, скруглению кромок и т.п.) деталей преимутественно слож ной конфигурации и может быть использовано в машиностроительной и других отраслях промышленности. Известен способ абразивной обработки, при котором обрабатываемые де тали вращают в кипящем слое абразива псевдоожижение которого осуществляют подачей снизу под слой воздуха, при этом его расход периодически кзмекяют TI J Однако недостатком этого способа является TOJ что. с увеличением частоты пульсаций, что необходимо для повышения производительности обработ ки, снижается величина импульса давления в воздухораспределительной камере, что снижает интенсивность движения частиц абразива в слое и, следовательно, производительность. Это обусловлено тем, что с увеличением частоты пульсаций уменьшается величина максимгшьного значения Давления в камере воздухораспределения. Кроме того, все большая часть порций газа, подаваемых в течение периода пульсаций, не успевает пройти через газораспределительную решетку в слой абразива, вследствие чего повышается значение минимального давления в камере. Как следствие этого, расцшрившийся за время подачи предшествующей порции газа слой абразива не успевает осесть на решетку и, таким обра- / зом,состояние слоя с увеличение частоты пульсаций приближается к тому, т которое, набтеодается при стационарной подаче газа, а это не только не позволяет повысить производительность обработки, но и ограничивает технологические возможности способа. Цель изобретения - устранение указанных недостатков, т.е.расширение его технологических возможностей и повышение производительности обработки .. Указанная цель, достигается тем, что пространство воздухораспределительной камеры в конечной части пе-.. риода пульсаций сообщают с вакуумом. На чертеже и.зображена одна из возможных схем реализации способа. Обрабатываемую деталь 1 вращают в кипящем.слое абразива 2, расположенном на газораспределительной решетке 3. Псевдоожижение абразива 2 произ дят периодической подачей в воздухо распределительную камеру 4 потока сжатого воздуха от источника 5 расхода через ВХОДНОЙ патрубок б камер Периодическое перекрытие потока газа Q осуществляют, например, элек ромагнитным клапаном 7, управляемым от блока управления 8. Пространство воздухораспределительной камеры 4 и течение конечной части периода пульсаций сообщают с вакуумом 9 через выходной патрубок 10 камеры 4. Это осуществляют,например, за счет поочередного открытия и закрытия входного 6 и выходно го 10 патрубков камеры 4 клапанамираспределителями 7 и 11, управляемы ми от общего блока управления, напр мер электронного. В момент времени, когда в резуль тате подачи очередной порции Q газа в камеру 4 слой достигает своего верхнего положения или несколько раньше, клапаном 6 прекращают впуск газа в камеру 4, а в этот момент,ил с некоторым опережением или задержкой, камеру 4 через клапан 11 сообщают с системой вакуумирования или вытяжной вентиляции 9. В результате этого поток воздуха не успевший пройти через газораспределительную решетку 3 в абразивный слой 2 и препятствующий оседанию этого слоя вниз, быстро выходит из камеры 4 в источник вакуума. Сопротивление падению абразивного слоя резко уменьшается, а следовательно, скорость его оседания увеличивается. Величину скорости падения абразивного слоя регулируют (задают) степенью вакуумирования камеры 4, которая. в свою очередь, задается мощностью ВЫТЯЖНОЙ вентиляции (источника вакуума) . При этом достигается более интенсивное (с большей амплитудой и частотой по сравнению с известными способами) движение частиц в абразивном слое, что и обеспечивает повышение производительности обработки, а также расширяет технологические возможности способа. Длительность времен открытия и закрытия клапанов 7 и 11 обеспечивается блоком управления 8. Величина достигаемого положительного эффекта зависит от степени разрежения камеры 4, т.е. от мощности источника вакуумирования. Предлагаемый способ обработки Обеспечивает повышение производительности. Формула изобретения Способ обработки деталей в кипящем слое абразива, при котором абразив приводят в псевдоожиженное состояние подаваемым в воздухораспределительную камеру под газораспределительную решетку сжатым воздухом,расход которого периодически изменяют,отличающийся тем, что,с елью повышения производительности бработки, пространство воздухорасределительной камеры в конечной часи периода пульсаций воздуха сообщат с вакуумом. Источники информации, ринятые во внимание при экспертизе 1. Авторское свидетельство СССР о заявке №, 2367565/25-08, л. В 24 С 1/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU852510A1 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU848313A1 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
| Устройство для обработки деталейАбРАзиВОМ | 1979 |
|
SU852509A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU984830A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859123A1 |
| Устройство для обработки деталейВ пСЕВдООжижЕННОМ АбРАзиВЕ | 1979 |
|
SU848311A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU876386A1 |
| Способ обработки деталей в псевдоожиженном слое абразива | 1979 |
|
SU903087A1 |
