стоты импульсов генератора 1), шаговый двигатель перемещает суппорт 5 на заданную величину дискреты.
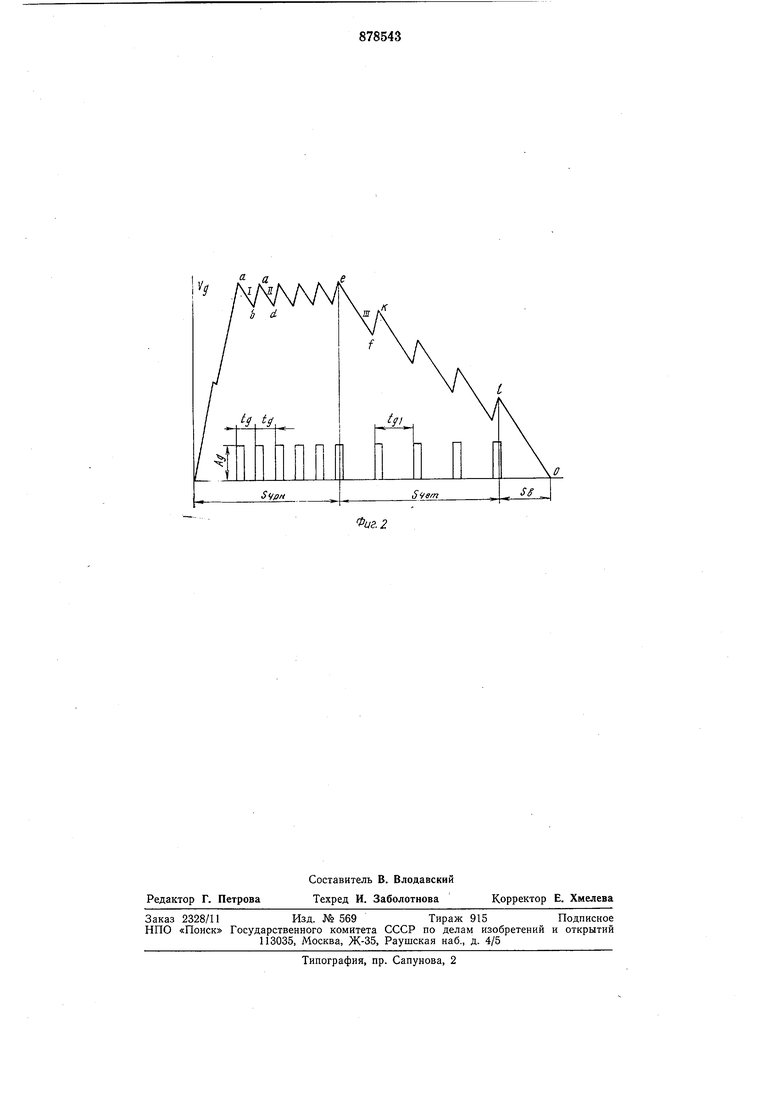
Это приводит к увеличению натяга в системе СПИД и скорость съема припуска увеличивается от уровня в точке b до уровня в точке с. Поскольку процесс съема металла продолжается, то в точке с за счет сошлифованного металла дополнительный натяг в системе СПИД, вызванный перемещением суппорта на величину амплитуды Лд дискреты, будет исчерпан и скорость съема припуска снова начнет уменьшаться по кривой II до точки d. В точке d очередная дискрета снова увеличит натяг, увеличивая съем металла. Так будет поддержнваться заданный уровень черновой подачи до тех пор пока не сошлифуется припуск 5чри, заданный на черновую обработку. Величина 5чрц задается задатчиком 11.
Когда 5чрн будет сошлифован, сигнал с измерительной схемы 6 сравняется с сигналом с задатчнка И, компаратор 7 сработает, выдавая команду коммутатору 2 на уменьшение частоты импульсов, подаваемых с генератора 1 на вход двигателя 3. На фиг. 2 этому моменту соответствует точка е. От точки е скорость съема припуска уменьшается по кривой III до точки /. В точке / суппорт 5 подталкивается на ту же величину Лд дискреты и скорость снова увеличивается до точки k. Однако на участке 5чет чистового шлифования скорость съема припуска уменьшается больше (за счет натяга системы СПИД), чем увеличивается (за счет дискретного увеличения натяга). В результате скорость съема припуска уменьшается по закону, близкому к оптимальному по прижогам. Когда оставшийся припуск равен величине 5в (точка I,
фиг. 2), сигнал с измерительной схемы 6 равен сигналу, подаваемому с задатчика 11 на вход компаратора 8. Компаратор 8 срабатывает, выдавая команду коммутатору 2 на отключение генератора 1 от двигателя 3. Рабочая подача отключается, начинается процесс выхаживания. В точке О, когда весь припуск сошлифован (сигнал с измерительной схемы 6 равен сигналу, подаваемому на вход компаратора 9 с задатчика И), с помощью компаратора 9 выдается команда на двигатель 10 шлифовального суппорта. Шлифовальный суппорт отводится, возвращая в исходное состояние силовую пару винт-гайка 4.
Формула изобретения
Система дискретного управления процессом шлифования, содержащая шаговый
двигатель, силовую пару винт-гайка, шлифовальный cjnnopT, измерительную схему, задатчик опорных уровней и компараторы, одни входы которых подключены к измерительной схеме, другие - к задатчику опорных уроней, а выход шагового двигателя через пару винт-гайка подключен к шлифовальному суппорту, отличающаяся тем, что, с целью функционального управления подачей, она снабжена коммутатором и генератором импульсов, выход которого через коммутатор нодключен к входу шагового двигателя а .управляющие входы коммутатора подключены к выходам компараторов.
Источники информации,
принятые во внимание при экспертизе 1. Круглошлифовальные станки ЗА151, 3A16I, ЗБ151, ЗБ161, Руководство по уходу и обслуживанию. Внешторгиздат, 3078
J/70, с. 3, 47-49, рис. 13.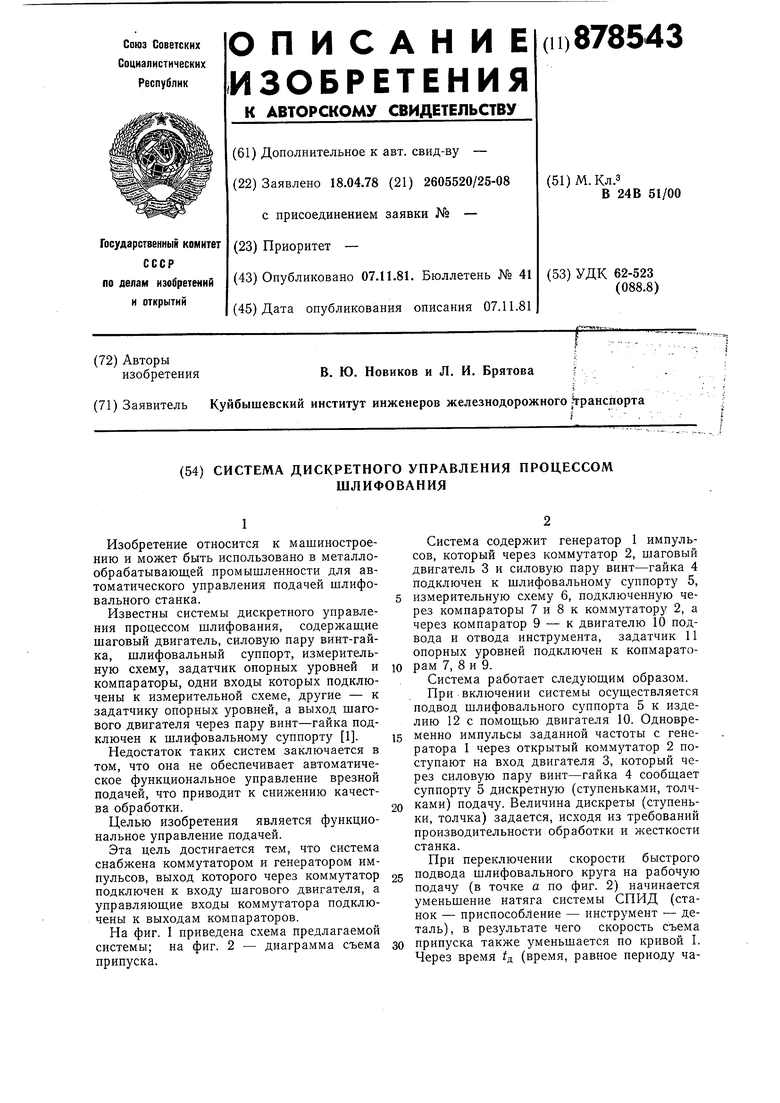
| название | год | авторы | номер документа |
|---|---|---|---|
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Система управления подачей шлифовального станка | 1980 |
|
SU888075A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Самонастраивающаяся система активного контроля размеров и режима обработки деталей при врезном шлифовании | 1985 |
|
SU1391862A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Способ дискретного управления врезной подачей шлифовального станка | 1978 |
|
SU878542A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Способ коррекции программы шлифования | 1978 |
|
SU930259A1 |
| Устройство для программного управления шлифовальным станком | 1982 |
|
SU1085792A1 |
. а
