(54) СПОСОБ КОНТРОЛЯ РЕЗЬБЫ РЕЗЬБОВЫМИ КАЛИБРАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля внутренней резьбы калибром | 1981 |
|
SU1060930A1 |
| Устройство для контроля резьбы резьбовым калибром | 1984 |
|
SU1249298A1 |
| Устройство для контроля резьбы резьбовыми калибрами | 1988 |
|
SU1532801A1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ РЕЗЬБЫ ТРУБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2342632C2 |
| Способ автоматизированного контроля резьбы | 1990 |
|
SU1740972A1 |
| Устройство для контроля резьбыРЕзьбОВыМи КАлибРАМи | 1976 |
|
SU813117A1 |
| Автомат для контроля резьб | 1987 |
|
SU1446442A1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2069616C1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей и способ изготовления резьбовых полуколец для него | 1988 |
|
SU1663381A1 |
| КАЛИБР ТИПА СФЕРЕЯР, СПОСОБ НАСТРОЙКИ МЕРНОГО СТЕРЖНЯ КАЛИБРА, СПОСОБ ТОНКОЙ ДОВОДКИ РАБОЧЕГО РАЗМЕРА МЕРНОГО СТЕРЖНЯ КАЛИБРА, СПОСОБ ОПРЕДЕЛЕНИЯ ДЕЙСТВИТЕЛЬНОГО РАЗМЕРА МЕРНОГО СТЕРЖНЯ КАЛИБРА | 2009 |
|
RU2419762C1 |
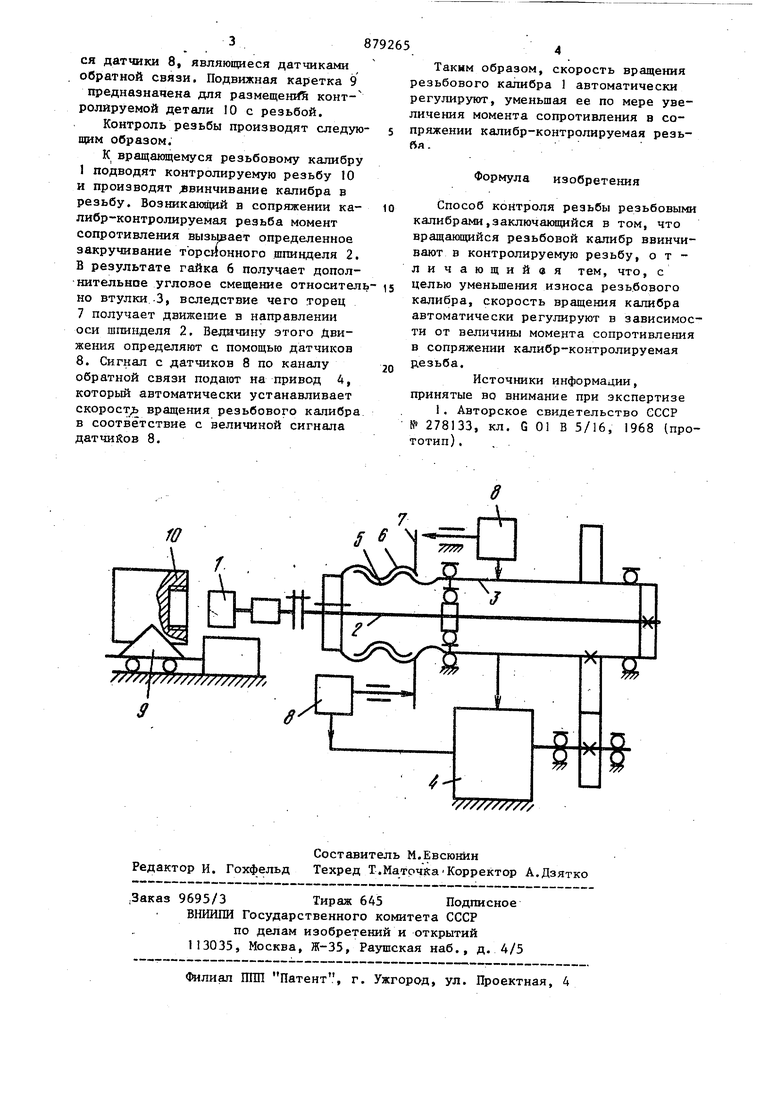
. Изобретение относится к контрольно-измерительной технике, а именно к способам контроля резьбы. Известны способы контроля резьбы резьбовь1 м калибрами, заключающиеся в том, что вращающийся резьбовой калибр ввинчивают в контролируемую резьбу l. Скорость вращения калибра устанавливают постоянной,определяемой расчетным или экспериментал ным путем, а усилие, необходимое для ввинчивания калибра в резьбу, ограни чивают с помощью муфты предельного момента. Недостаток данных способов контро ля резьбы заключается в том, что резьбовые калибры имеют повышенный износ, который возникает вследствие того, что при ввинчивании быстро вра щающегося калибра в резьбу, имеющую размеры, близкие к предельно-допусти мым, происходит заклинивание калибра в резьбе. Цель изобретения - уменьшение износа резьбовых калибров. Для этого скорость вращения резьбового калибра автоматически регулируют в зависимости от величины момента сопротивления в сопряжении калибрконтролируемая резьба. Сигнал на per гулирование скорости получают от датчика обратной связи, установленного в участок кинематической цепи приво- да вращения резьбового калибра между калибром и приводом вращения. На чертеже изображено устройство для реализации предлагаемого спосо-т ба. Устройство содержит резьбовый калибр 1, закрепленный на шпинделе 2,. выг олненный в виде торсионной пружины кручения. Шпиндель 2 связан со втулкой 3, которая получает вращательное движение от привода 4. На резьбовом участке 5 втулки 3 размещена гайка 6, связанная со шпинделем 2. В торец 7 гайки 6упирают38ся датчики 8, являющиеся датчиками обратной связи. Подвижная каретка 9 предназначена для размещений контролируемой детали 10 с резьбой. Контроль резьбы производят следую щим образом. К вращающемуся резьбовому калибру 1 подводят контролируемую резьбу 10 и производят ввинчивание калибра в резьбу. Возникаю1ций в сопряжении калибр-контролируемая резьба момент сопротивления вызьшает определенное закручивание торсионного шпинделя 2. В результате гайка 6 получает дополнительное угловое смещение относител но втулки .3, вследствие чего торец 7 получает движение в направлении оси шпинделя 2. Величину этого Движения определяют с помощью датчиков 8. Сигнал с датчиков 8 по каналу обратной связи подают на привод А, который автоматически устанавливает cкopocт вращения резьбового калибра в соответствие с величиной сигнала датчиков 8. Таким образом, скорость вращения езьбового калибра 1 автоматически егулируют, уменьшая ее по мере увеичения момента сопротивления в соряжении калибр-контролируемая резьа. Формула изобретения Способ контроля резьбы резьбовыми калибрами,заключающийся в том, что вращающийся резьбовой калибр ввинчивают в контролируемую резьбу, о т личающийвя тем, что, с целью уменьщения износа резьбового калибра, скорость вращения калибра автоматически регулируют в зависимости от величины момента сопротивления в сопряжении калибр-контролируемая рхезьба. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 278133, кл. G 01 В 5/16, 1968 (прототип).
