1
Изобретение относится к изготовлению изделий типа сборной жалюзи с осями после их штамповки, в част ности к устройствам для сборки, и может быть использовано в многопозиционных штампах для одновременного изготовления деталей с последующей их сборкой.
Известно устройство для сборки пластинчатых деталей со стержневыми деталями, содержащее смонтированные на основании узел подачи с приводным толкателем и направляющим каналом для стержневых деталей, приводную матрицу с отверстиями и приводной пуансон ГЧ
Однако известное устройство не обеспечивает сборку деталей типа пластинчатых жалюзи с осями после их штамповки, а также некачественно и непроизводительно.
Целью изобретения является обеспечение сборки деталей- типа жалюзи с осями, повышение качества и производительности.
Поставленная цель достигается тем, что устройство для сборки пластинчатых деталей со стержневыми деталями, содержащее смонтированные на основании узел подачи с приводным
толкателем и направляющим каналом для стержневых деталей, приводную матрицу с отверстиями и приводной пуансон, снабжено жестко закрепленным на основании между пуансоном и матрицей блоком с параллельными отверстиями, а также расклинивающим бойком и цанговым зажимом-ориентирсм, при этом толкатель и боек расположе10ны в отверстиях блока и жестко закреплены одними концами на пуайсоне, а зажим-ориентир расположен соосно отверстию с толкателем со стороны матрицы.
15
Кроме того, направляющий канал выполнен в .блоке и соединен с отверстием под толкатель, а на рабочих торцах толкателя и бойка выполнены ловители-в виде глухих осевых отверстий.
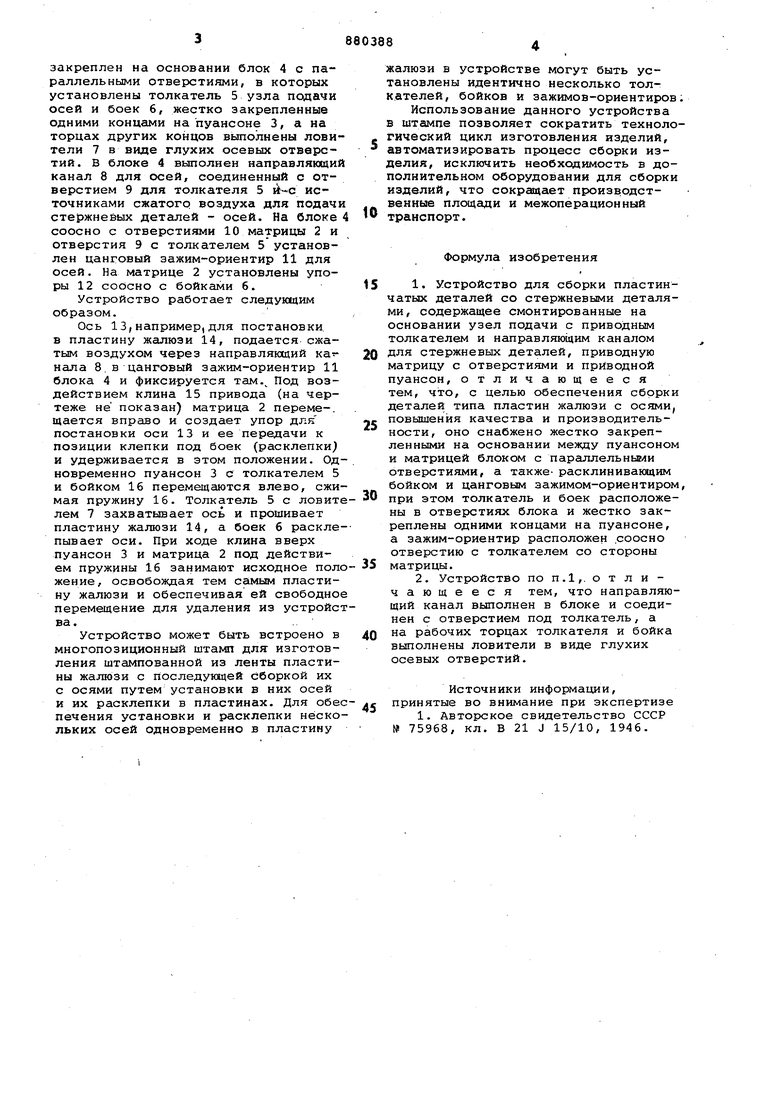
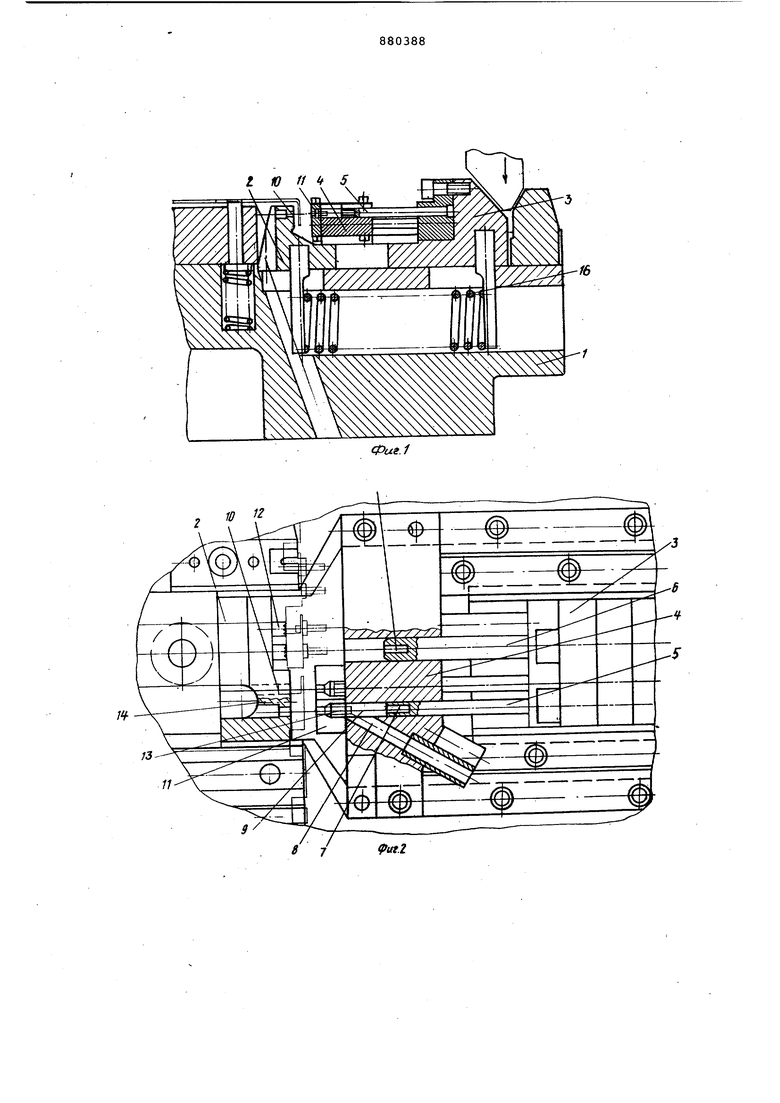
На фиг.1 представлено устройство, общий вид; на фиг.2 - то же,вид в плане) на .З - собираемое изделие-пластина жалюзи с осями.
25
Устройство для сборки пластинчатых деталей со стержневыми деталями типа пластинчатых жалюзи с осями содержит смонтированные на основании 1 матрицу 2 с отверстиями и упорами 30 н пуансон 3, между которыми жестко
закреплен на основании блок 4 с параллель ньми отверстиями, в которых установлены толкатель 5 узла подачи осей и боек 6, жестко закрепленные одними концами на пуансоне 3, а на торцах других концов выполнены ловители 7 в виде глухих осевых отверстий. В блоке 4 выполнен направляющий канал 8 для осей, соединенный с отверстием 9 для толкателя 5 ii-«c источниками сжатого воздуха для подачи стержневых деталей - осей. На блоке 4 соосно с отверстиями 10 матрицы 2 и отверстия 9 с толкателем 5 установлен цанговый зажим-ориентир 11 для осей. На матрице 2 установлены упоры 12 соОсно с бойками б.
Устройство работает следующим образом.
Ось 13,например,для постановки в пластину жалюзи 14, подается сжатым воздухом через направляющий канала 8. в цанговый зажим-ориентир 11 блока 4 и фиксируется там. Под воздействием клина 15 привода (на чертеже не показан) матрица 2 переме-. щается вправо и создает упор для постановки оси 13 и ее передачи к позиции клепки под боек (расклепки) и удерживается в этом положении. Одновременно пуансон 3 с толкателем 5 и бойком 16 перемещсиотся влево, сжимая пружину 16. Толкатель 5 с ловителем 7 захватывает ось и прошивает пластину жалюзи 14, а боек б расклепывает оси. При ходе клина вверх пуансон 3 и матрица 2 под действием пружины 16 занимают исходное положение, освобождая тем самым пластину жалюзи и обеспечивая ей свободное перемещение для удаления из устройства..
Устройство может быть встроено в многопозиционный штамп для изготовления штампованной из ленты пластины жалюзи с последующей сборкой их с осями путем установки в них осей и их расклепки в пластинах. Для обеспечения установки и расклепки нескольких осей одновременно в пластину
жалюзи в устройстве могут быть установлены идентично несколько толкателей, бойков и зажимов-ориентиров.
Использование данного устройства в штампе позволяет сократить технологический цикл изготовления изделий, автоматизировать процесс сборки изделия, исключить необходимость в дополнительном оборудовании для сборки изделий, что сокращает производственные площади и межоперационный транспорт.
Формула изобретения
5 1. Устройство для сборки пластинчатых деталей со стержневыми деталями, содержащее смонтированные на основании узел подачи с приводным толкателем и направлякндим каналом
0 для стержневых деталей, приводную матрицу с отверстиями и приводной пуансон, отличающееся тем, что, с целью обеспечения сборки деталей типа пластин жалюзи с осями,
повышения качества и производительности, оно снабжено жестко закрепленными на основании мелоду пуансоном и матрицей блоком с параллельньвли отверстиями, а также- расклинивающим бойком и цанговым зажимом-ориентиром,
0 при этом толкатель и боек расположены в отверстиях блока и жестко закреплены одними концами на пуансоне, а зажим-ориентир расположен соосно отверстию с толкателем со стороны
5 матрицы.
2. Устройство по П.1,. о т л и чающееся тем, что направляющий канал выполнен в блоке и соединен с отверстием под толкатель, а
0 на рабочих торцах толкателя и бойка выполнены ловители в виде глухих осевых отверстий.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 75968, кл. В 21 J 15/10, 1946.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки корпусов буровых коронок с резцами | 1983 |
|
SU1148751A1 |
| СПОСОБ СБОРКИ СТЕРЖНЕВОГО И ПЛАСТИНЧАТОГО ЭЛЕМЕНТОВ | 2008 |
|
RU2392080C2 |
| Устройство для клепки сепараторов шарикоподшипников | 1979 |
|
SU871992A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Штамп для обработки листового материала | 1987 |
|
SU1447485A1 |
| Станок для пробивки отверстий в пластинах и сборки их со стержнями в пакет | 1982 |
|
SU1201163A1 |
| УСТРОЙСТВО для СБОРКИ УЗЛОВ ПРИБОРОВ | 1972 |
|
SU345469A1 |
2 « f ,. /
13
чЛсГ
-д
