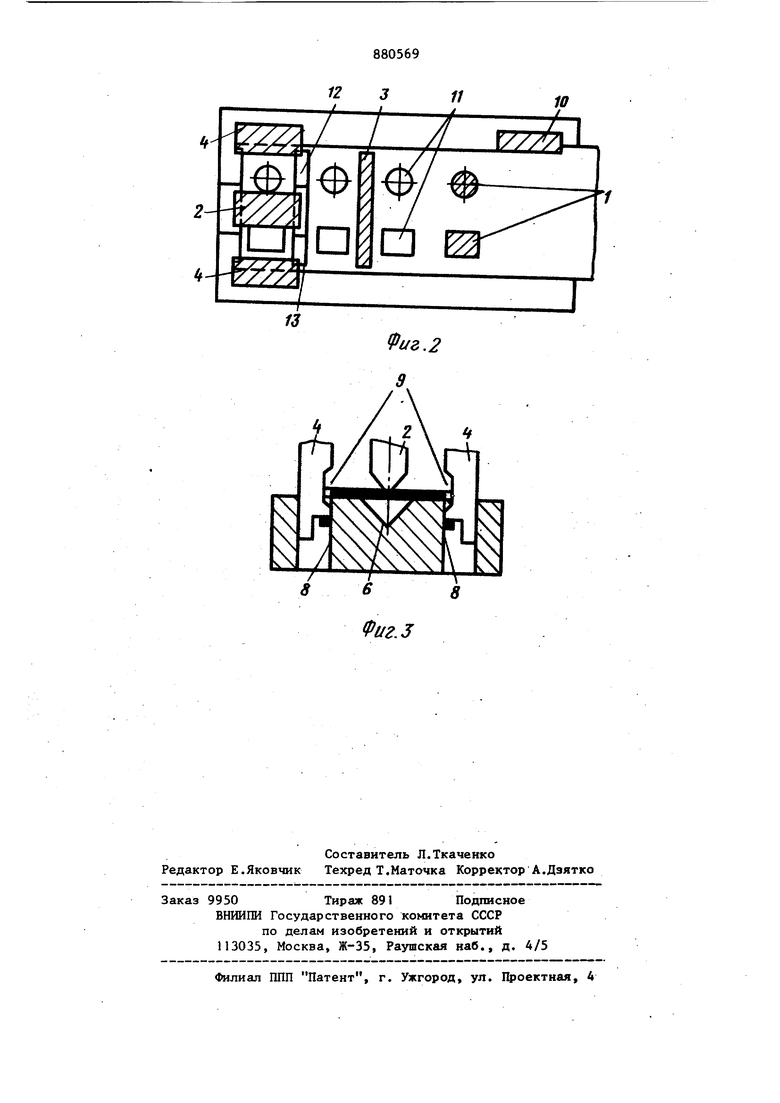
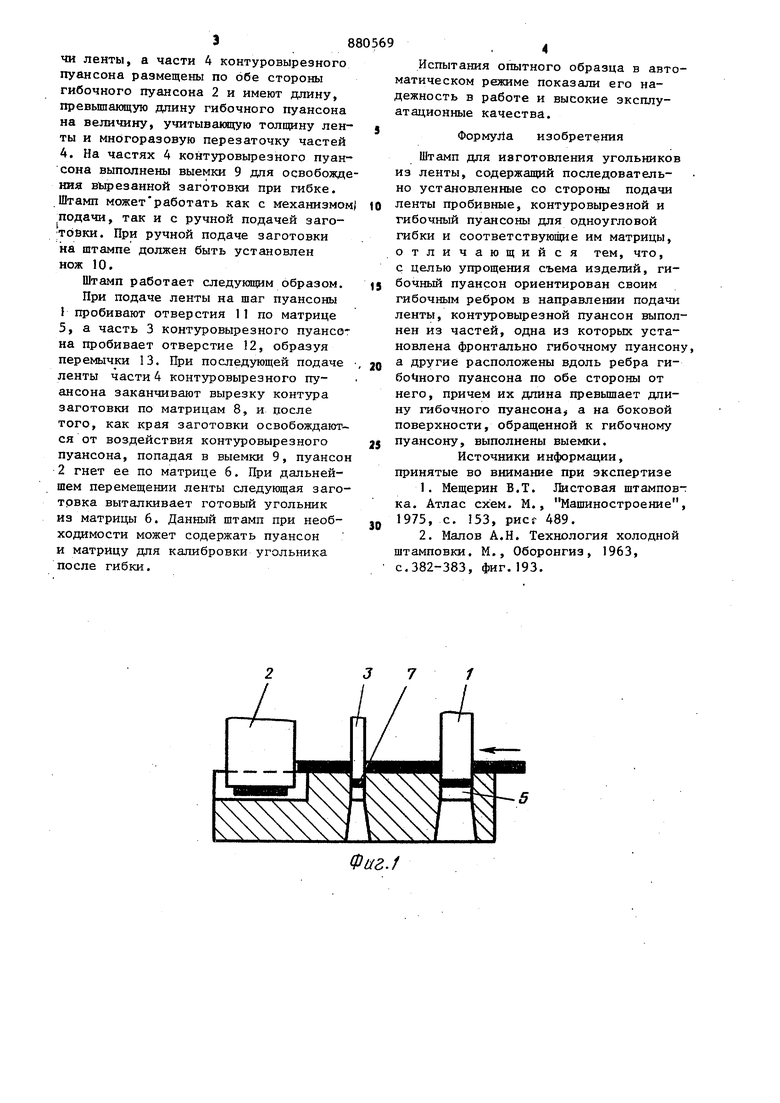
Изобретение относится к обработке металлов давлением, в частности к оснастке для листовой штамповки. .Известен гатамп для изготовления угольников ИЗ ленты, содержащий мат рицу для гибки и отрезки, пуансоны механизм сбрасывания готового изделия р Однако на известном штампе не могут быть получены изделия сложной формы. Наиболее близким к предлагаемрму изобретению является штамп для изго товления угольников из ленты, содержапщй последовательно установлен ные со стороны подачи ленты пробивной, контуровырезной и гибочный пуансоны для одноугловой гибки, соот ветст1вующие матрицы и выталкива тель С2 1. Однако необходимым условием рабо штампа является наличие механизмов выталкивания и сброса. Цель изобретения - упрощение съема изделий. Для достижения этой цели гибочный пуансон ориентирован своим гибочнум ребром в направлении подачи ленты, контуровырезной пуансон выполнен из частей, одна из которых установлена фронтально гибочному пуансону, а другие расположёны вдоль ребра гибочного пуансона по обе стороны от него,причем их длина превышает длину гибочного пуансона, а на боковой поверхности , обращенной к гибочному пуансону, выполнены выемки. На фиг.1 - 3 показан штамп в трех проекциях. Штамп содержит пробивные пуансоны 1 и гибочный пуансон 2, контуровьфезной пуансон, состоящий из частей 3 и 4, и соответствующие им матрицы 5-8. Часть 3 контуровырезного пуансона установлена фронтально гибочному пуансону 2, который в свою очередь установлен ребром в направлении подачи ленты, а части 4 контуровырезного пуансона размещены по обе стороны гибочного пуансона 2 и имеют длину, превьшаклцую длину гибочного пуансона на величину, учитывающую толщину ленты и многоразовую перезаточку частей
4.На частях 4 контуровырезного пуансона выполнены выемки 9 для освобождения вьфезанной заготовки при гибке. Штамп можетработать как с механизмом лодачи, так и с ручной подачей заготовки. При ручной подаче заготовки
на штампе должен быть установлен нож 1О.
Штамп работает следующим образом.
При подаче ленты на шаг пуансоны
1пробивают отверстия 11 по матрице
5,а часть 3 контуровырезного пуансона пробивает отверстие 12, образуя перемычки 13. При последующей подаче ленты части 4 контуровырезного пуансона заканчивают вырезку контура заготовки по матрицам 8, и после того, как края заготовки освобождаются от воздействия контуровырезного пуансона, попадая в выемки 9, пуансон
2гнет ее по матрице 6. При дальнейшем перемещении ленты следующая заготовка выталкивает готовый угольник
из матрицы 6. Данный штамп при необходимости может содержать пуансон и матрицу для калибровки угольника после гибки.
Испытания опытного образца в автоматическом режиме показали его надежность в работе и высокие эксплуатационные качества.
Формула изобретения
Штамп для изготовления угольников из ленты, содержащий последовательно установленные со стороны подачи ленты пробивные, контуровырезной и гибочный пуансоны для одноугловой гибки и соответствующие им матрицы, отличающийся тем, что, с целью упрощения съема изделий, гибочный пуансон ориентирован своим гибочным ребром в направлении подачи ленты, контуровырезной пуансон выполнен из частей, одна из которых установлена фронтально гибочному пуансону, а другие расположены вдоль ребра гибо 1ного пуансона по обе стороны от него, причем их длина превышает длину гибочного пуансона а на боковой поверхности, обращенной к гибочному 5 пуансону, выполнены выемки.
Источники информации, принятые во внимание при экспертизе
1.Мещерин В.Т. Листовая штампов-: ка. Атлас схем. М., Машиностроение,
P 1975, с. 153, рисг 489.
2.Налов А.Н. Технология холодной штамповки. М., Оборонгиз, 1963,
с.382-383, фиг.193.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Штамп для изготовления изделий типа угольник с отверстием на одной полке | 1987 |
|
SU1518057A1 |
| Штамп последовательного действия | 1990 |
|
SU1785470A3 |
| ШТАМП-ПРИБОР ДЛЯ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ОДНОУГЛОВОЙ ГИБКЕ (ВАРИАНТЫ) | 2007 |
|
RU2359243C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
| Штамп для гибки трехгранных угольников из листовых заготовок | 1984 |
|
SU1278084A1 |
| Штамп совмещенного действия | 1976 |
|
SU592489A1 |
| Трехпереходный штамп для изготовления петли | 1990 |
|
SU1784350A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |