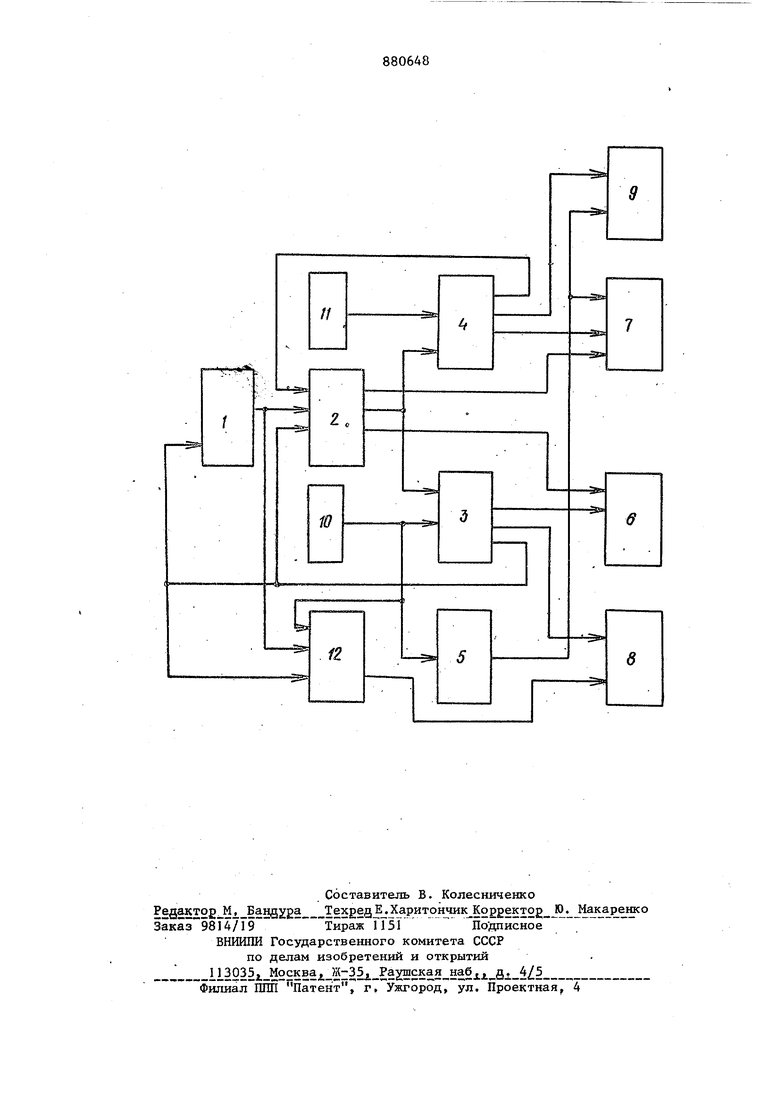
Изобретение относится к сварочно му производству, в частности к устр ствам для приварки ребер жесткости внутри балок мостовых кранов. Известно устройство для приварки ребер жесткости внутри балок мостовых кранов, содержащее первую и вто рую по ходу движения сварочные го- ловки с индивидуальными приводами их перемещения, приводами подачи электродной проволоки и блоками упр ления упомянутыми приводами Щ. Однако при использовании известного устройства приварка ребер жесткости осуществляется попеременно двумя сварочными головками, расположенными с двух сторон ребер жесткости. Наложение сварного, шва при движении сварочных головок регулируется с помощью входящих в блоки управления приводами реле времени; на подачу сварочной проволоки, на движение сварочной головки без свар ки, на запаздывание начала сварки рдной головкой после окончания свегрки другой. Поэтому при таком способе выполнения сварного шва не обеспечивается точность расположения шагов сварки, что необходимо в условиях ограниченного доступа к месту сварки с обходом препятствий.. Известно также устройство для приварки ребер жесткости, в которое для управления процессом сварки введеи узел программного управления приводами перемещения сварочных головок и подачи электродной проволоки, выполненный в виде порледовательио включенных блока задания программы, коммутатора, двух счетчиков считыва ния длины пути перемещения головок, счетчика задержки, двух блоков управления приводами перемещения сварочных головок, двух блоков управления при водами подачи проволоки и двух датчиков контроля за перемещением головок t Данное устройство за счет введения узла программного управления позволяет значительно повысить точность шагов сварки 2, Однако наряду с положительными качествами указанное устройство ичеет существенный недостаток - возможкость задания программы приварки ребер жесткости лишь одной длины, что значительно снижает его технологичес кие возможности и приводит к увеличе нию времени приварки при изготовлеНИИ балок мостовых кранов с ребрами жесткости различной длины. Цель изобретения - расширение технологических возможностей и сокра щение времени приварки ребер жесткое ти различной длины. Цель достигается тем, что в устройство для прививки ребер жесткости внутри балок мостовых кранов содержащее первую и вторую по ходу движения сварочные головки с индивидуальными приводами их перемцщения вйутри балки, приводами подачи электродной проволоки и узлом програм много управления процессом перемеще:ния сварочных головок и подачи элект родной проволоки, выполненным в виде последовательно включенных блока задания программы, коммутатора, двух счетчиков считьтания длины пути перемещения головок, счетчика задержки, двух блоков управления приводами перемещения сварочных головок, двух блоков управления приводами подачи проволоки и двух датчиков контроля за перемещением головок, введен дополнительный счетчик коррекции, вход которого соединен с. выходами блока задания программы, датчика контроля. перемещения первой головки и счетчика считывания длины пути ее перемеще ния, а выкод счетчика коррекции подключен ко входу блока управления при водом перемещения первой головки. На чертеже представлена блок-схема устройства для приварки ребер жесткости внутр балок мостовых кранов, Устройство содержит последователь но включенные блок задания программы 1, коммутатор 2, первый 3 и второй 4 счетчика считьшания длины пути перемещения головок, счетчик задержки 5, первый 6 и .второй 7 блоки управления подачей проволоки, первый 8 и второй 9 блоки управления перемещением сварочных головок первый j О и второй и датчики контроля за перемещением головок, дополнительный счетчик коррекции 12. Устройство работает следующим образом. Перед вводом сварочных головок в балку мостового крана в блок программы J записывают информацию о координатах наложения сварных швов на ребра жесткости. При приваривании ребер жесткости к листам в крановом производстве шаг сварки может быть различным и определяется расположением препятствий (уголков, швеллеров). Между препятствиями двухсторонний непрерьшный угловой шов. Одновременная приварка ребра жесткости с двух сторон невозможна по технологическим причинам и возникает необходимость в раздельном управлении перемещением головок с задержкой начала сварки второй головкой по отношению к первой. Перед включением привода перемещения первой головки с помощью коммутатора 2 осуществляют запись координаты ее перемещения в счетчик 3 одновременно с записью координаты перемещения второй головки в счет -чик 4. Координату,определяющую длину следующего ребра жесткости, записьшают в дополнительный счеТчик коррекции 12. После пуска первой головки считьшания с помощью счетчика 3 длину пути ее перемещения осуществляют через блок 6 управления приводом 1подачи проволоки, отключая подачу при отработке координаты препятствия. После того как первая головка прошла расстояние, определяемое технологически из опасности прожога металла, счетчик задержки 5 разрешает работу блоков управления перемещением 9 и подачей проволоки 7 второй головки. После отработкикоординаты положения сварного шва первой головкой со счетчика 3 последовательно даются команды переключения блока -программы 1 на координату обхода препятствия и разрешения коммутатору 2 записать в него новую информацию . В свою очередь, счетчик 4, отработав координату положения сварного шва дает разрешение коммутатору записать в него новую информацию. Поскольку ребра жесткости могут быть разной .длины, то для сокращения времени перехода к приварке следующего ребра жесткости с помощью дополнительного счетчика коррекции 12 определяют разницу длин привариваемого и следующего за ним ребра жесткости, в связи с чем сварочиые головки не уводят в исходное положение а перемещают лишь на величину пути, определяемого координатой оставшейся в дополнительном счетчике коррекции 1 2.
Таким образом, введение в устройство для приварки ребер жесткости внутри балок мостовых кранов дополнительного счетчика коррекции,соединенного своим входом с выходами блока задания программы,датчиком контроля перемещения первой головки и счетчика считывания длины пути ее перемещения, а выходом - со входом блока управления приводом перемещения первой головки, позволило расширить технологические возможности устройства и значительно сократить время приварки ребер жесткости различной длины.
Формула изобретения
Устройство для приварки ребер жесткости внутри балок мостовых кранов, срдержащее первую и вторую по ходу движения сварочные головки с индивидуальными приводами их перемещения внутри балки, приводами подачи электродной проволоки и узлом програмного управления процессом перемещения сварочных головок и подачи электродной проволоки, выполненньм в виде последовательно вклоченных блока задания программы, коммутатора, двух счетчиков длины пути перемещения головок, счетчика задержки, двух блоков управления приводами перемещения головок, двух блоков управления приводами подачи проволоки и двух датчиков контроля за перемеще- . нием головок, отличающеес я тем, что, с целью расширения технологических возможностей и сокращения времени приварки ребер жесткости различной длины, в него введен дополг нительный счетчик коррекции, вход которого соединен с выходами блока задания программы, датчика контроля перемещения первой головки и счетчика считьшания длины пути °е перемещения, а выход счетчика коррекции подключен ко входу блока упгравлеиия приводом перемещения первой головки.
Источники информации, принятые во внимание при экспертизе
1,Патент Франции № 2348007, кл. В 23 К 3/12, 15,04,76.
2.Львов Н, С. Автоматизация коит роля и регулирования сварочных про- цессов, М., Машиностроение, 1973, с, 105-108.
10
-зН
ff
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Установка для автоматической сборки и сварки щелевых сит с ребрами жесткости | 1980 |
|
SU1038157A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Способ изготовления судового набора и устройство для его осуществления | 1982 |
|
SU1084178A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ПАНЕЛЕЙ | 2013 |
|
RU2595078C1 |
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| Способ сборки моста козлового крана | 1990 |
|
SU1761658A1 |
| Стенд для сборки и сварки панелей | 1978 |
|
SU770712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
f2
-8
