Изобретение относится к автоматической сварке плавящимся электродом. Известен мундштук, содержащий под пружиненный токоподводящий элемент, расположенный внутри токоподводящего корпуса, в торец которого ввинчен наконечник с направляющим проволоку каналом СЗ Однако в известном мундштуке токопередающий элемент имеет недостаточную контактирующую поверхность с токоподводящим корпусом мундштука и проволокой, ток передается на проволоку в основном в отверстии наконечника на малой длине за счет прижатия проволоки к стенке отверстия. подп ружиненным токоподводящим элементом, что ведет к быстрому износу отверсти наконечника, вызьюая уход сварочной дуги со стыка, а также к разогреву контактирующих мест, вызьшая падение напряжения, отрицательно влияющего н процесс сварки. Все это снижает надежность мундштука. Наиболее близким по техничес- . кой сущности и достигаемому эффекту к предлагаемому является мундштук к сварочным головкам и горелкам, содержащий корпус с размещенным в нем токоподводящим элементом, выполненным в виде нескольких установленных соосно встык втулок, плоскости- сопри косновения торцов которых расположены под углом к оси мундштука, отличном от прямого. Токоподводящий элемент подпружинен относительно корпуса и установлен с зазором по отношению, к его стенкам Г23. Однако известный мундштук обладает недостаточно большим сроком службы вследствие одностороннего износа . Цель изобретения - увеличение срока службы мундштука. Цель достигается тем, что в мундш туке к сварочным головкам и горелкам, содержащем корпус с размещенным в нем и подпружиненным относительно него
токоподводящим элементом в виде нес кольких установленных соосно встык втулок, втулки выполнены из отдельных продольных секторов, связанных кольцами, а поверхности стыка втулок выполнены коническими,
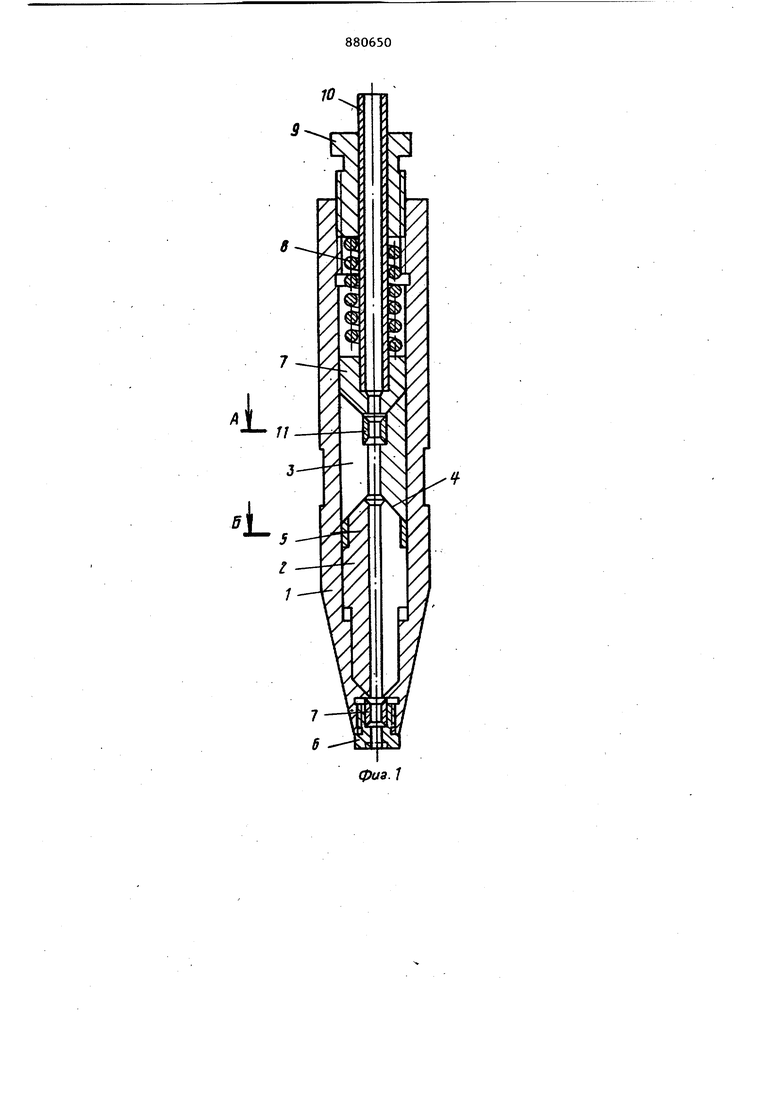
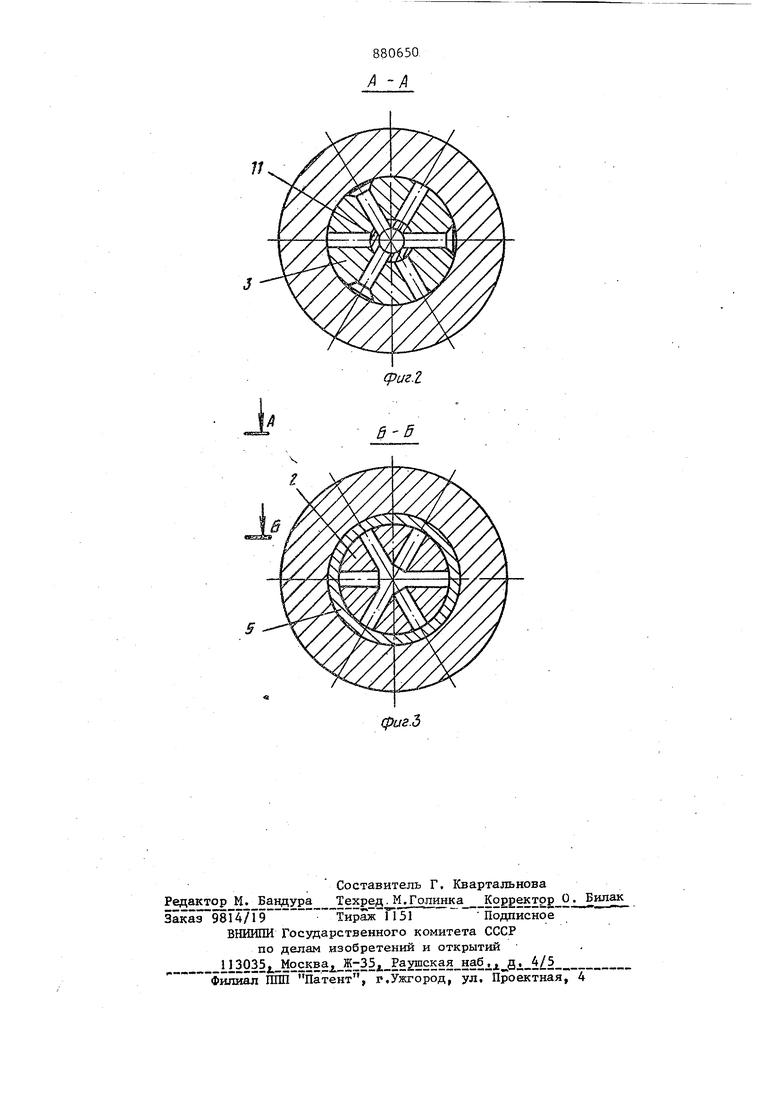
На фиг, 1 изображен мундштук,прО дольный разрез; на фиг. 2 - разрез А-А на фиг. 1; ,на фиг, 3 - разрез Б-Б на фиг. 1.
Мундштук к сварочным головкам и горелкам содержит корпус 1, в котором размещен токоподводящий элемент, выполненный в виде нескольких установ ленных соосно встык втулок 2-4. Эти втулки вьшолнены разрезными, т.е. состоящими из нескольких продольных секторов, связанных кольцами 5. Поверхности стыка выполнены коническими Мундштук имеет токоподводящий наконечник 6, в котором установлена втулка 7 из износостойкого материала. Токоподводящий элемент подпружинан относительно корпуса пружиной 8 и поджат гайкой 9, В верхней части мундштука установлена труба 10, служащая направляющим каналом для электродной проволоки, В верхней втулке 4 также установлена дополнительная втулка 11 из износостойкого материала.
Перед включением сварки производится настройка мундштука. Настройка мундштука начинается с заправки проволоки в трубку 10 и проталкивания ее через втулки 4, 3 и 2 и наконечник б, Затем при помощи гайки 9 сжимается пружина 8, перемещая посредством втулки И продольные стороны втулок 4 3 и 2 к стенкам токоподводящего корпуса 1 и к самой электродной проволоке, обеспечивая надежный электрический контакт между корпусом, токоподводящим элементом и проволокой. Проволока, пройдя через втулки токопроводящего элемента, надежно удерживается относительно стыка втулкой 7, При этом нет износа токоподводящего наконечника 6 и ухода конца проволоки со стыка во время сварки, Износ внутреннего диаметра втулок компенсируется сближением их частей.
Такой мундштук для автоматической
сварки под флюсом позволяет обеспечить надежный и долговременный контакт токоподводящего корпуса с проволокой, исключив тем самым падение напряжения дуги во время сварки, и уменьшить износ наконечника, исключав уход проволоки со стыка, что повьшхает надежность мундштука в работе и качество сварки.
формула изобретения
Мундштук к сварочным головкам и горелкам, содержащий корпус с размещенным в нем и подпружиненным относительно него токоподводящим элементом, выполненным в виде нескольких установленных соосно встык втулок, отличающийся тем, что, с
целью увеличения срока службы мундштука, втулки выполнены ив отдельных продольных секторов,,связанных кольцами, а поверхности стыка втулок выполнены коническими.
. Источники информации,
принятые во внимание при экспертизе
1.Каховский Н. И. и др. Технология механизированной дуговой и электрошлаковой сварки. М., Высшая школа ,
1972, с. 197.
2.Авторское свидетельство СССР
№ 610626, кл, В 23 К 9/00, 22. П.76.
10
фаз. 1 /3 -l
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук к сварочным головкам и горелкам | 1976 |
|
SU610626A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Токоподводящее устройство | 1983 |
|
SU1097461A1 |
| Мундштук к сварочным головкам и горелкам | 1979 |
|
SU863231A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Мундштук к сварочным головкам игОРЕлКАМ | 1979 |
|
SU837663A2 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Мундштук для многоэлектродной дуговой сварки | 1976 |
|
SU670401A1 |