t
Изобретение относится к механосборочному производству, в частности к оборудованию для сборки цепей из тяжелых траков, например для экс1)Саваторов ЭКГ-4,6.
Известен стенд для сборки гусеничной цепи, содержащий смонтированные на основании механизм шаговогоперемещения с приводной, звездочкой для завахата цепи, механизм запрессовки пальцев цепи в виде силовой головки и магазин для пальцев Cl.
Однако известный стенд не обеспечивает сборку гусеничной цели из тяжелых траков.
Цель изобретения - обеспечение сборки гусеничной цепи из тяжелых траков и повышение производительности.
Указанная цель достигается тем, что стенд для сборки гусеничной цепи, содержащий механизм шагового перемещения с приводной звездочкой для захвата цепи, механизм запрес совки пальцев цепи в виде силовой головки и магазин подачи пальцев, снабжен механизмом для предварительного базирования траков и платформой, установленной с возможностью возвратно-поступате льного перемещёния вдоль цепи, при этом механизм для предварительного базирования трактов выполнен в виде подпружиненного приемного стола с катками и подпружиненной дугообразной направляющей, шарнирно связанной с приемным столом, причем механизмы для предварительного бйзирования трактов и шагового перемещения , а также магазин подачи пальцев
10 размещены на платформе.
С целью обеспечения одновременной запрессовки второго пальца в траки цепи, механизм запрессовки пальцев цепи снабжен дополнительной силовой 5 головкой,установленной соосно с основной силовой головкой,при этом головки расположены на платформе по обе стороны механизма дли предварительного базирования траков.
20
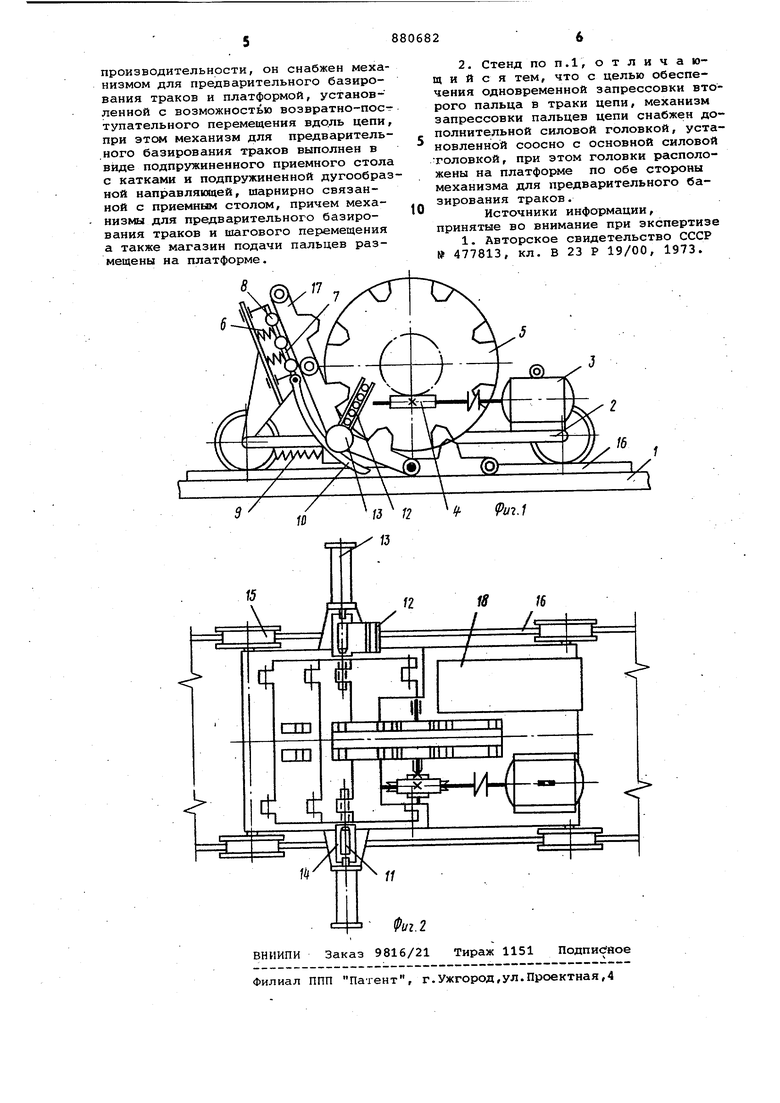
На фиг.1 изображен стенд, вид сбоку; на фиг.2 - то же, вид сверху.
Стенд содержит смонтированную на 25 основании 1 с возможностью возвратно-поступательного перемещения платформу 2, .на которой установлены механизм шагового перемещения, выпол-, ненный в виде связанной с приводом 30 3 и редуктором 4 звездочки 5, для
захвата цепи, механизм для предварительного базирования траков, выполненный в виде подпружиненного пружиной б приемного стола 7 с катками 8 и подпружиненной пружиной 9 дугообразной направляющей 10, шарнирно связанной с приемным столом 7, а также механизм запрессовки пальцев 11 и магазин 12 для пгшьцев 11.
Механизм запрессовки пальцев 11 имеет две силовые головки 13, расположенные соосно одна относительно другой и установленные по обе стороны механизма для предварительного базиро)вания траков. С силовыми головками 13 соединены призмы 14 для направления пальцев 11 и магазины 12, подающие пальцы 11 на призмы 14.
Платформа 2 роликами 15 установлена на направляющих 16, выполненных в виде рельсового пути.
Стенд для сборки гусеничной цепи работает следуиицим образом.
Перед началом сборки платформа 2 находится в крайнем правом положении. На приемный стол 7 с помощью транспортера или тельфером подается трак 17. Трак 17 укладывается на катки 8 и, опускаясь по ним, предвартельно ориентируется, затем входит в зацепление со звездочкой 5, которая имитирует ведущее колесо гусеничного хода в рабочем состоянии. После достижения контакта ракта 17 со зведочкой 5 включается привод 3, который через редуктор 4 поворачивает звездочку 5, а вместе с ней и трак 17 на угол, соответствующий шагу гусеничной цепи. При этом трак 17 входит в соприкосновение с подпружиненной направляющей 10/ которая совместно со звездочкой 5 дополнительно ориентирует его в пространстве. В конце этого такта освобождается приемный стол 7, на который укладывается сле дующий трак, входящий в соприкосновение не только с катками В и звездочкой 5, но и с первым траком 17. Привод 3 поворачивает звездочку 5 еще на один шаг; При этом траки 17 взаимно ориентируются с помощью звездочки 5 и подпружиненной направляющей 10. Проушины траков 17 сопрягаются между собой, а отверстия в них в результате взаимной ориентировки траков совпадают.
Самый нижний палец 11, лежащий в магазине 12, под действием собствен{1ого веса попадает на призму 14, расположенную так, что линии осей отверстий траков 17 совпадают с осью пальца 11. При достижении указанных условий в силовые головки 13 подается масло под давлением от масляной станции 18. Силовые головки 13, выдвигаясь, проталкивают пальцы 11 в отверстия проушин траков 17..На случай, если, несмотря на принятые меры по ориентированию траков 17, экс
центрисит-ет отверстий окажется, более 5 мм, что вполне возможно, учитывая размеры трака, его вес и способ изготовления (литье), пальцы 11 снабжены заходным конусом, который окончательно сориентирует траки 17 относительно друг друга. Силовые головки 13 выдвигаются до тех пор, пока пальцы 11 не запрессуются на нужную глубину. После этого силовые головки 13 возвращаются в исходное положение.
Пока идет соединение .первых двух траков 17 пальцами 11 на приемный стол 7 подается следующий, третий трак, который входит в зацепление со вторым траком.
При возвращении силовых головок 13 в исходное положение включается привод 3 и поворачивает звездочку 5 еще на один шаг. В это время под действием веса пальцев 11, уложенных в магазин 12, самые нижние из них попадают на призмы 14. Таким образом механизм запрессовки пальцев подготолен к следующему такту работы.
Процесс сборки траков 17 продолжается до тех пор, пока первый трак гусеничной цепи не ляжет на основание 1. Начиная с этого момента, поворот звездочки 5 сопровождается передвижением платформы 2 по направляющим 16, так как лежащая на основании 1 гусе ничная цепь служит опорой, от которой отталкивается звездочка 5, связанная с платформой 2. Платформа 2 передвигаясь, оставляет за собой собранную гусеничную цепь до тех пор, пока цепь не достигнет нужной длины. После этого платформа 2 возвращается в исходное положение за счет вршцения звездочки 5 в обратную сторону. При этом движении платформы 2 можно провести одновременную окраску гусеничной цепи с помощью окрасочного.агрегата, который может быть смонтирован на платформе 2 в виде нескольких пульверизаторов.
Предлагаемый стенд для сборки гусеничных цепей значительно упрощает сборку тяжелых гусеничных цепей за счет отказа от перемещения их в собранном виде, при этом снижается его вес примерно в три раза, уменьшается мощность привода и расход энергии
55Формула изобретения
1. Стенд для сборки гусеничной цепи, содержащий механизм шагового перемещения с приводной звездочкой Q для захвата цепи, механизм запрессовки пальцев цепи в виде силовой головки и магазин подачи пальцев, отличающийся тем, что, с целью обеспечения сборки гусеничной цепи из тяжелых траков и повышения
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для разборки и сборки гусеничной цепи | 1979 |
|
SU872170A1 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |
| Стенд для разборки и сборки гусеничной цепи | 1984 |
|
SU1227399A1 |
| Стенд для сборки цепи, преимущественно тяговой вильчатой | 1983 |
|
SU1097476A1 |
| Стенд для сборки траков гусеничной цепи | 1988 |
|
SU1549667A1 |
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| Устройство для шаговой подачи цепи | 1989 |
|
SU1722770A1 |
| Стенд для разработки и сборки гусеничной цепи | 1977 |
|
SU656796A1 |
| Гусеничный движитель с обводом из шарнирно сочлененных металлических траков | 1990 |
|
SU1703538A1 |
| Стенд для разборки гусеничной цепи | 1980 |
|
SU948601A1 |
