(54) СПОСОБШЛИФОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий и абразивная развертка для обработки отверстий | 1983 |
|
SU1093510A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2325261C2 |
| КОМБИНИРОВАННОЕ УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2319595C1 |
| Способ обработки отверстий | 1985 |
|
SU1256935A1 |
| Абразивная развертка | 1985 |
|
SU1263504A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
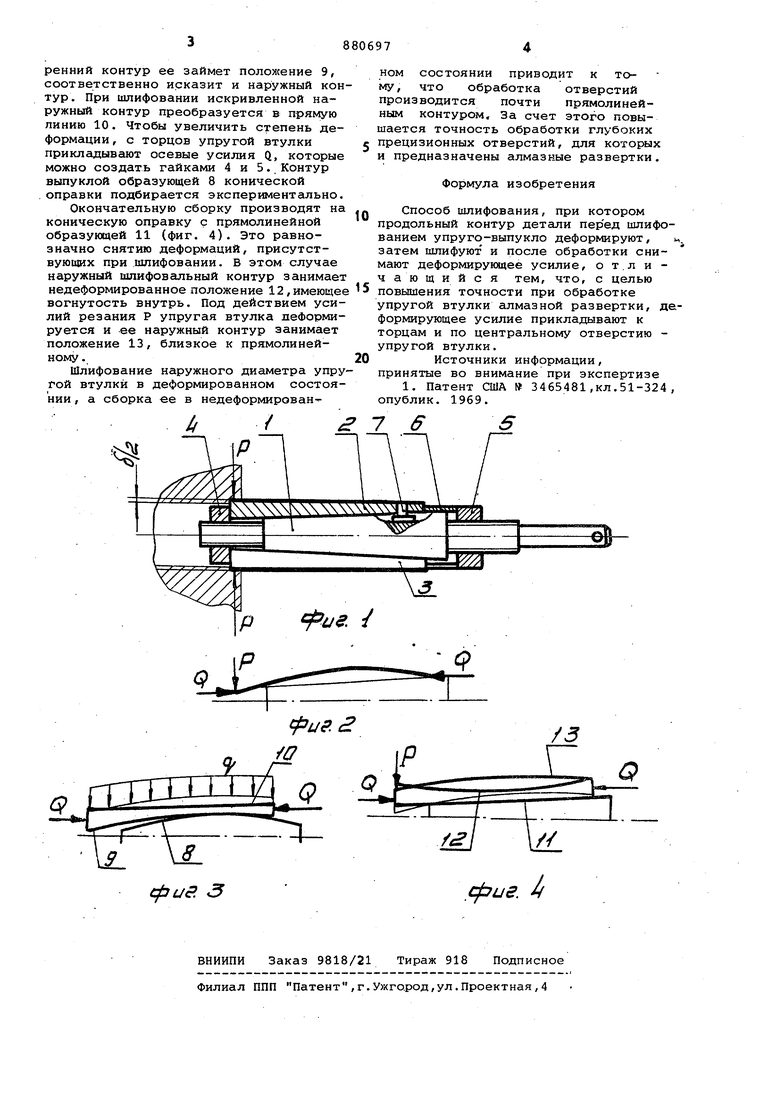
Изобретение относится к технологии машиностроения и может быть использовано для финишной обработки точных отверстий. Известен способ шлифования, при котором продольный.контур детали перед шлифованием упруго-выпукло дефор мируют, затем шлифуют и после обработки снимают деформирующее усилие Однако этим способом нельзя с высокой точностью обработать упругую втулку алмазной развертки. Цель изобретения - повышение точности при обработке упругой втулки алмазной развертки. Поставленная цель достигается тем, что деформирующее усилие прикла дывают к торцам и по центральному от верстию упругой втулки. На фиг.1 изображена алмазная развертка -в сборе; на фиг. 2 - контур упругой втулки в момент входа в отверстие; на фиг. 3 - взаимное положе ние упругой втулки и конической опра ки при шлифовании; на фиг. 4 - конту упругой втулки после сборки и в процессе обработки отверстия. Алмазная развертка состоит из конической оправки 1, на которую с небольшим натягом одета упругая втулка 2, на наружную поверхность которой нанесен алмазосодержащий режущий слой Упругость втулки создается продольным сквозным разрезом 3. С обеих сторон упругая втулка зажата гайками 4 и 5, с одной стороны установлена шайба б. Крутящий момент воспринимает шпонка 7. В момент входа в отверстие за счет упругих деформаций в стыке отверстие - инструмент на переднем конце алмазной развертки возникают сжимающие усилия Р, в результате чего продольный контур упругой втулки займет положение, показанное на фиг.2 На этой фигуре силы Q изображают осевые усилия, возникающие от затяжки гаек 4 и 5. Способ осуществляется следующим образом. Установим упругую втулку на коническую оправку, имеющую выпуклую образующую 8 (фиг. 3). Наличие у втулки определенной радиальной упругости, а также установка ее на коническую оправку с.некоторым осевым натягом, приводит k появлению на ее поверхнос ти радиальной нагру зки q, направленной в сторону, указанную на фиг. 3. Под действием нагрузки q упругая втулка будет деформироваться и внут
